 |
 |
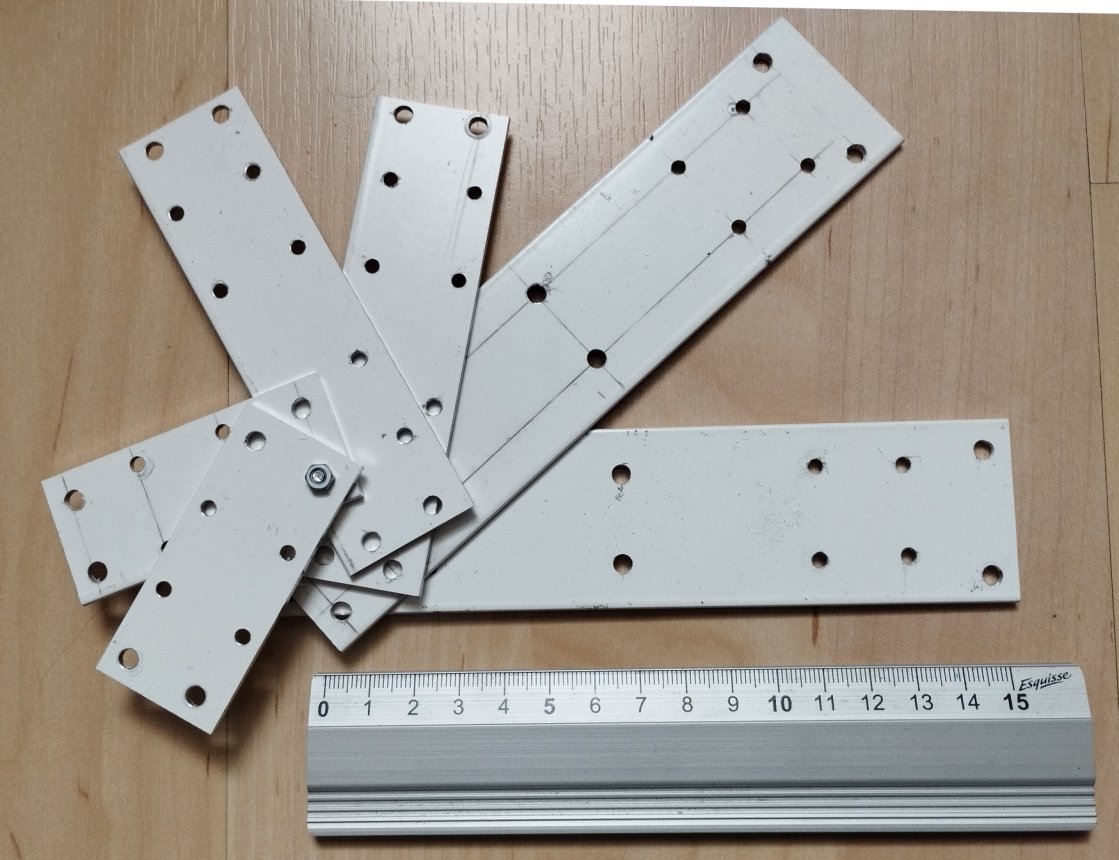
| .Pièces en contre plaqué de 18,10 et 6mm | Plan (C) F6FCO |
started 12/06/2024
rev : 204/05/2025
Projet de construction CNC 2025-2024
départ du projet : juin 2024
Pourquoi faire?
Caracteristiques
Liste Materiel
Decoupes élements
en bois
Pre-assemblage
Chassis, tests emboitements
Collage Chassis
Montage et
asemblage Tables X,Y,Z
Detail montage
ecrou sans jeu sur table Z
Montage des plaques
ALU sur rehausseurs Tables
Rails de guidage
MNG12-H et Patins à billes
Ponçage ,venissage Chassis et blocs tables.
Montage Table Z
Montage table X
Montage table Y
Preparation
pour fixations moteurs NEMA (avec tiges
filetée dia 5mm)
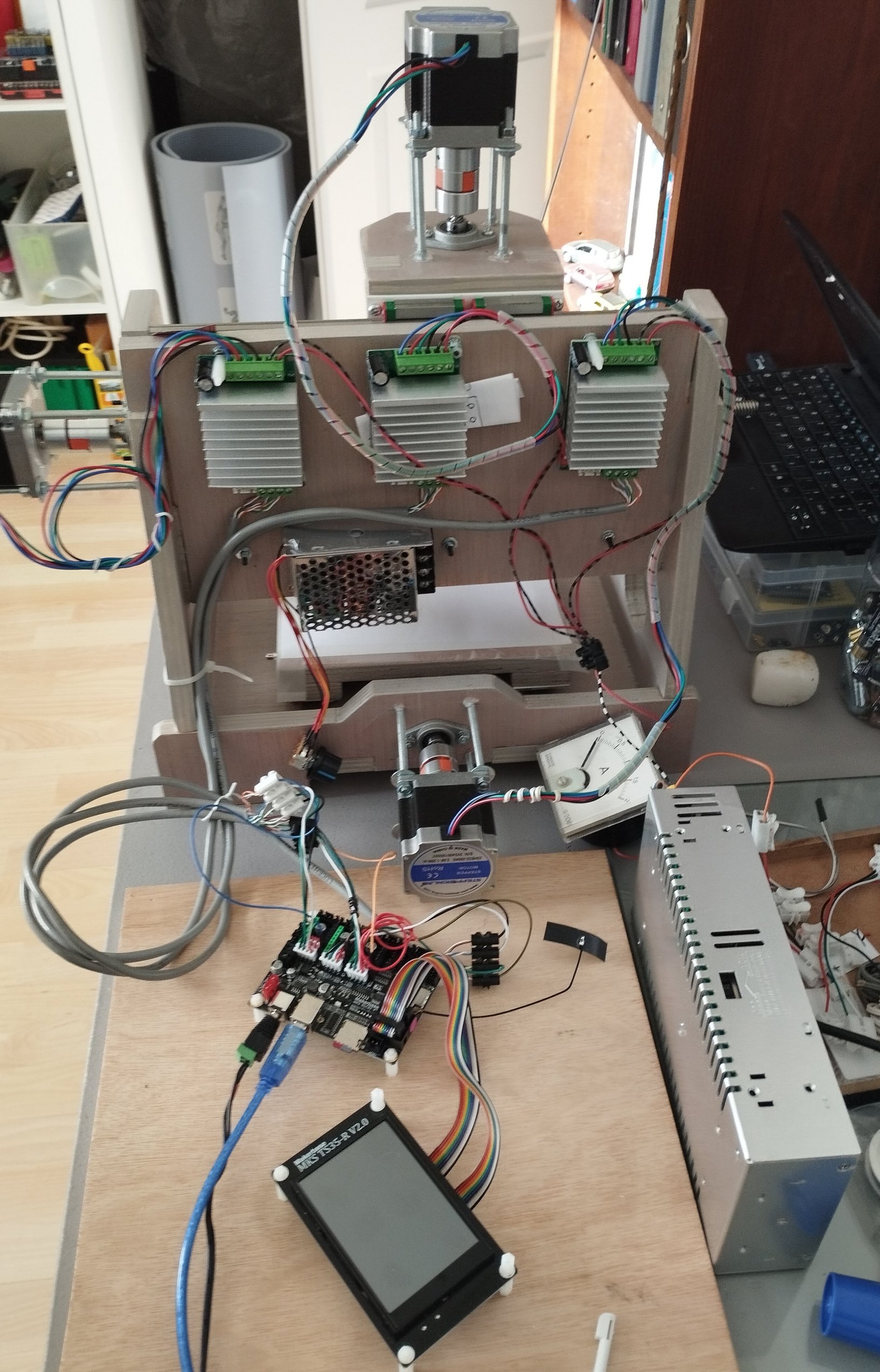
Montage (provisoire)
des 3 tables X,Y,Z sur le chassis
Driver TB6650 (pour moteur Nema23)
Liaisons
Drivers et Moteurs
Fixation definitive des 6 rails de guidage et des 6 paliers vis (collé
Cyanolite)
Montage des
moteurs NEMA X, et Y (tige filletée
collée d'un coté .. rondelle ,écrou de l'autre)
Cablage au
propre des drivers TB6650 sur carte Makerbase et moteurs NEMA
Preparation
Montage / Fixation sur Table AXE Z et connection moteur Spindle.
Ensemble
motorisation en place !
Fixation Martyr
sur table Y
Mise en place Fdc ILS +
Aimants ...pour Position Origine
Machine
Montage ILS table
Y (POM Y)
Montage ILS
microswitch table X (POM X) et ILS table Z (POM Z)
CNC Cablages ( non
definitif)
Cablage Probe Z
Arret D'urgence sur alim
24V
BP Reset MakerBase ?
Partie TESTS, Verifications
Outil : Usage
du Terminal PC YAT (win10)
Test Moteur
Spindle, direct ou associé à un variateur PWM
Mesures
via INA219 sur commande PWM moteur Spindle ( fevrier 2025)
Mesures
de vitesse avec Tachometer Laser V= f ( U induit ) ( avril 2025)
Test de
la sortie commande moteur Spindle Makerbase (janv 2025)
Test NEMA23
Stepper Online Motor 2804 et TB6650 + version avec mesure de
vitesse
Test NEMA23
HLTNC 57HS56-2804A635-D21-02 et TB6600
Test petit
moteur PAP SHIMANO EM-465
Carte Makerbase DLC
GRBL32 + écran Lcd TS35-R (LASER)
Test
liaison Makerbase et Phone Android S62
Wifi : Interface
carte Makerbase DLC32
Usage de la Sdcard
Makerbase
Tests
déplacements X,Y,Z avec commandes via la carte + Eran Makerbase
DLC GRBL32
Tests GRcodes
avec un CRAYON (à la place du moteur Spindle Z) (Nov 2024)
Homing Test : recherche
automatique POM : Position Origine Machine
.Test P.O.M Axe Y (seul)
.Test P.O.M Axe Z (seul)
.Test P.O.M Axe X (seul)
.Test Homing
General des 3 axes Z,Y,X ( Dec 2024)
.Pose d'un
Repere Homing XY
Modification
ESP32 Firmware : pour version CNC ( au lieu de LASER)
Nouveaux
Ecrans sur TS35 (en version CNC)
Z Probe
calibration (janv 2025)
Opérations Surfacages Martyr
*1er Surfaçage
sur Martyr en Contre Plaqué.
... Outil pour preparation GCode surfacage
... Installation logiciel bCNC
... Photos surfacage,
... Remarques
... videos surfaçage
* 2em Surfacage à
0.8 (sur du MDF) avec logiciel UGS
* 3em
Surfacage à 1mm (reprise du precedent) avec logiciel gSender 1.4.11 (05/03/2025)
Palpage /
Autolevelling (Heightmap ) du Circuit Imprimé.
... 1er test Problemo
... 2 em test ..OK
...Modification
sur AXE Z ..
(diminution du pas )
....(puis 3em) Palpage / Autolevelling avec UGS
... 3 em test ..corrections bien plus faibles
.. resultat bien meilleur et OK
... 4em
Test AVEC autoleveling
... avec Candle 1.12... probleme de rupture de
COM ...
... 5em
Test SANS Heightmap
... avec Candle 1.12... encore un probleme de
rupture de COM .
Mesures de
vibrations
pour detection de probleme de coupe
Problemos:
Probleme
de fiabilité ILS :
constat : l'ILS se ferme à l'apporche de l'aimant ..OK , mais
reste collé apres le retrait de l'aimant !
Probleme confirmé aussi avec essai hors CNC : ILS + aimant et
ohmetre du Pauvre.
Remplacé ILS X par microswitch classique N.O. => plus facile
à regler ..test ok .. refait le POM X
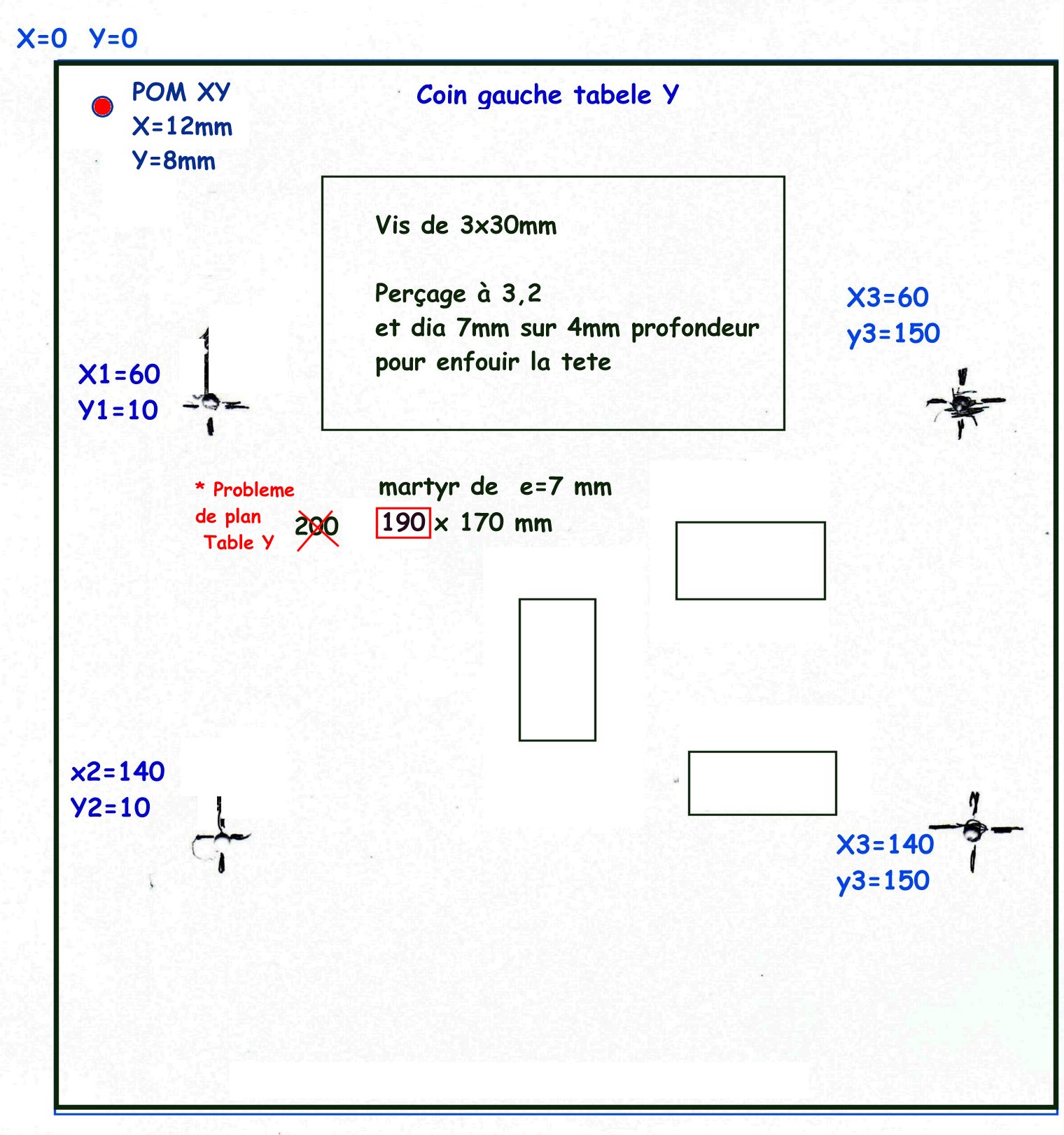
Refait le POM general : Emplacement POM XY marqué / repéré sur
table Y avec fraise de 4mm (perçage à -1mm)
Probleme
sur le plan table Y
La table Y doit faire 300-110=190mm et non 200mm de large ,pour
pouvoir surfacer celle -ci depuis les bords extremes?
avec Largeur inter-bati = 300 mm largeur table Z=110mm
=> recouper mes martys 200x170 -> à 190x170mm
Probleme
Wifi ( en version
CNC)
:apres MAJ firmware en version CNC au lieu de LASER
version 2022 au lieu de 2023 ...
Plus d'acces axe Z sur UI page ESP32-WEB !
voir modif Firmware
Probleme
de vibration avec ER11A +
Fraise V 0.2mm 20°
Vitesse spindle : 12V sur induit =>~12000Tr/mn
la vibration au niveau du Spindle Moteur se retrouve sur le
bord de decoupe de la fraise!
remplacement du ER11+collet
Point de départ
Proposition de F6FCO sur Fantaspic.fr
Construction
d'une petite CNC en bois, d'après les plans et indications
fournis par F6FCO
Prévue principalement pour le gravage de circuits imprimés à l'anglaise
, par détourage des pistes cuivre .
Top départ : 24 Juin 2024 ...
Caracteristiques :
Machine CNC à graver , avec 3 axes : X,Y,Z
Surface de travail :> 250cm²
Sens X ...170mm de gauche à droite
Sens Y ..150 mm du fond vers le devant
Sens Z .. 50mm de haut en bas
dimensions hors tout :
Largeur : 480 mm
Hauteur : 450 mm
Profondeur : 560 mm
Poids : 8.4kg (sans alim24v et carte GRBL+TS35)
Vitesse maxi d'avance
Pas maxi moteur 1,8°, soit 200 pas par tour = 2mm/100= 0,02 mm
Point d'Origine Machine : en bas, à gauche de la table Y ,et Z
en haut.
Le
Materiel à prévoir :
Contre plaqué de 15mm
Contre plaqué de 10mm
Contre-Plaqué de 6mm
Plaques Aluminium e=3mm :
visserie diverses ....
Colle à bois
1 Vis T8 Z , pas=2mm ,L=350 mm.. coupée à
250mm
1 Vis T8 X , pas=2mm ,L=400 mm
1 Vis T8 Y , pas=2mm ,L=500mm ...
remplacée par une 450mm
3 Ecrou anti-jeu
3 Accouplements 8mm / 6.35mm
6 Paliers KFL08
5 Rail Glissiere avec Patin:
+4 Patins supplémentaires pour glissieres X et Y (=> double
patins)
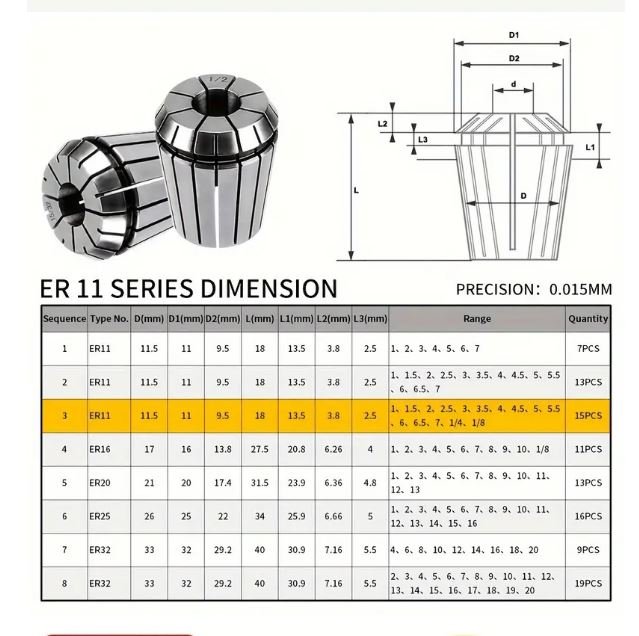
Moteur Spindle 24V 180W type 775 avec mandrin ER11-A , outils
queue dia 3,175mm
3 Moteur NEMA 23 :
1 Alimentation 24V 15A pour la motorisation
6 aimants + 6 contacts ILS pour FDC POM
Carte de commande GRBL32 V2.1 (base ESP32)
Carte interface Grafique operateur TS35 ,avec écran tactile
1 variateur de vitesse (pour moteur DC)
1 bloc alim 230V/ 12V DC 1A pour la partie electronique
Les pincipales figures en bois à
découper
suivant
les gabarits fournis par F6FCO sur le site de Fantaspic.fr.
Les gabaris en format A4 sont collés sur le bois pour faciliter
la decoupe..
découpe avec scie sauteure Black&decker
Usage d'une scie à chantourner Shepach ... encore faut-il avoir
de l'expérience pour bien l'utiliser
|
|
| .Pièces en contre plaqué de 18,10 et 6mm | Plan (C) F6FCO |
Précision absolue nécessaire ?... déja difficile de tenir
+-1mm
Pré-assemblages :
 |
 |
 |
pré-assemblé mais pas collé ! |
pré-assemblé mais pas collé ! |
maintenu uniquement par tiges filetees de 8mm |
**************************
Operations COLLAGES
**************************
14/10/2024
CHASSIS :
collage de touts les éléments du Chassis
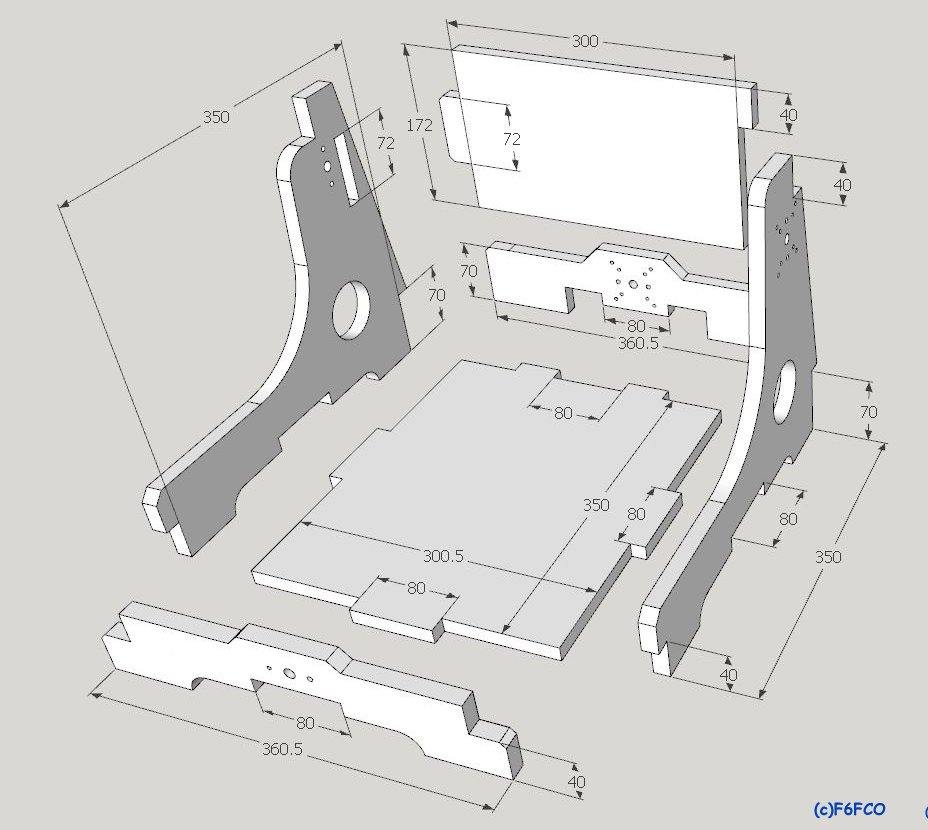
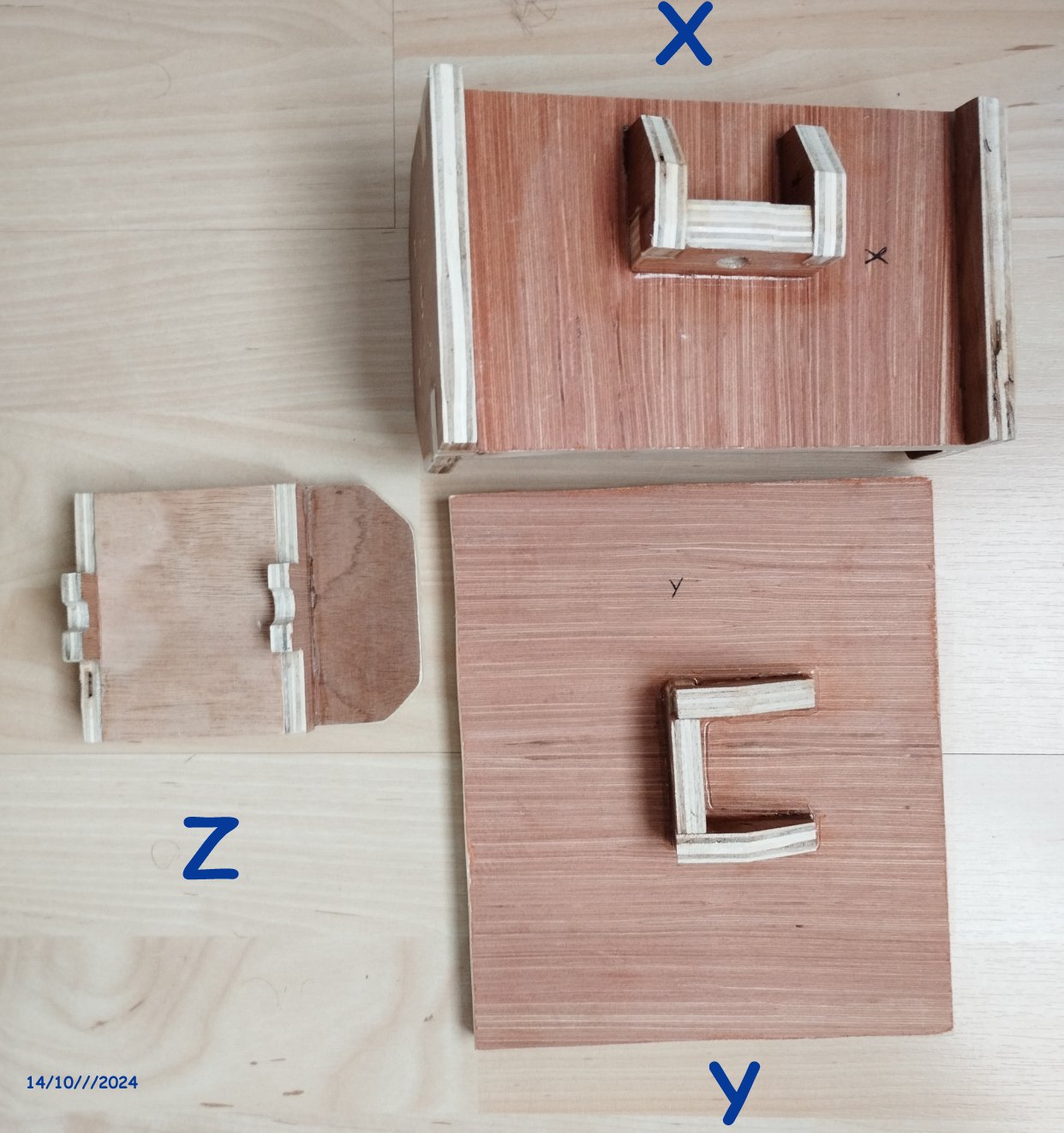
Les TABLES pour axes X , Y et Z:
 |
 |
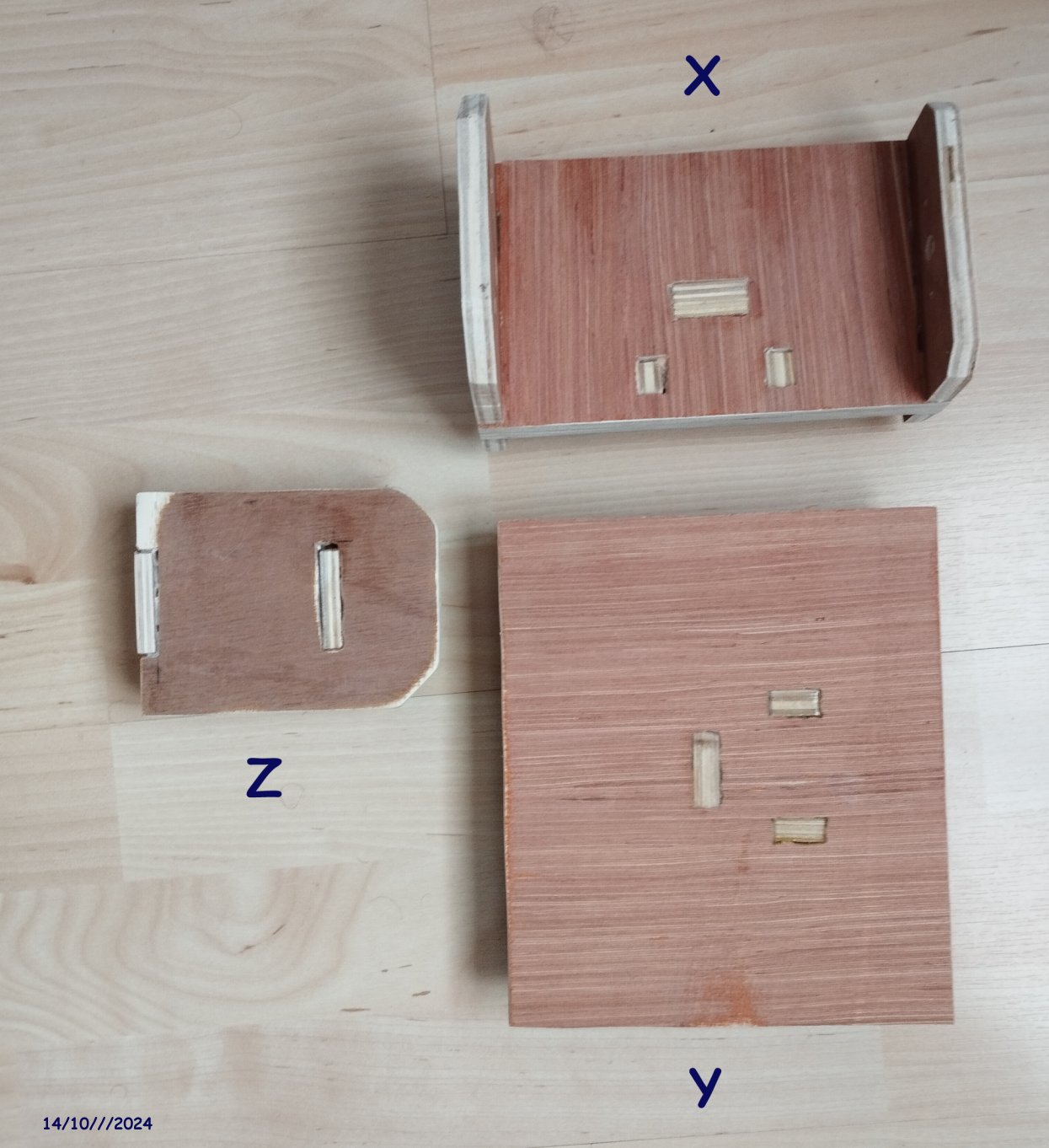 |
| Axes X et Y | TOP view | Back View |
Nota : Les Rehausseurs, Noix, plaques Alu et Patins ne sont
pas encore installés !
détail TABLE Z :

Necessite 3 serre joints ! pour cette partie de la Table Z
(les 2 rehausseur de Patins et la noix n'y sont pas encore...)
Detail montage écrou sans jeu sur table Z
La partie la plus déclicate , positionnement de l'écrou sans
jeu sur la noix en bois de20x30 mm
il vaudait mieux le faire AVANT , de mettre en place et coller
celle-ci..
4 pré-perçages de dia 1mm sur les 4 emplacements, et utiliser 4
vis à bois de 2 à 2,5mmx10
 |
 |
 |
| assemblage vis mère T8 et noix | noix de liaison | Ecrou anti-jeu complet: dimensions |
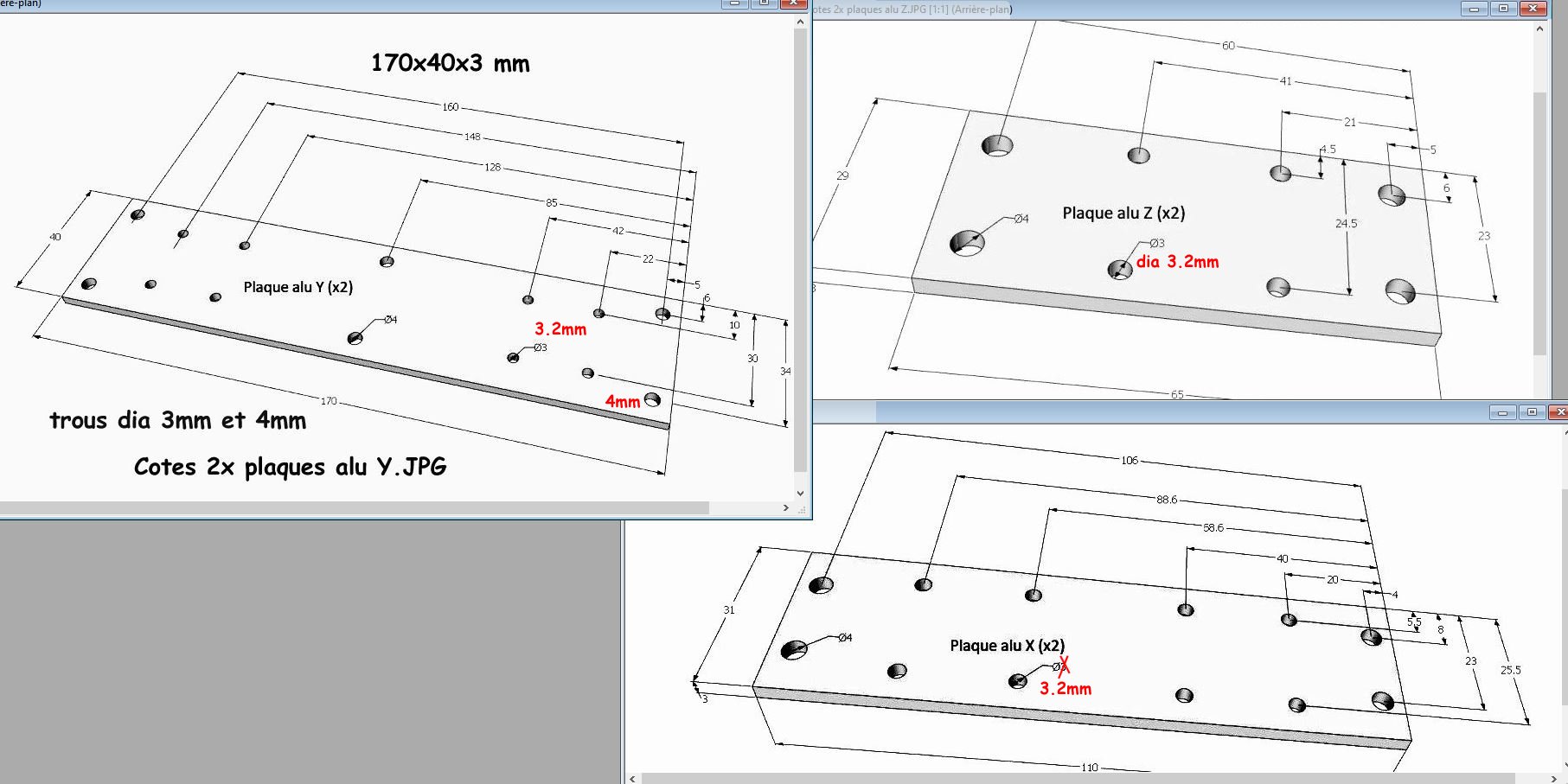
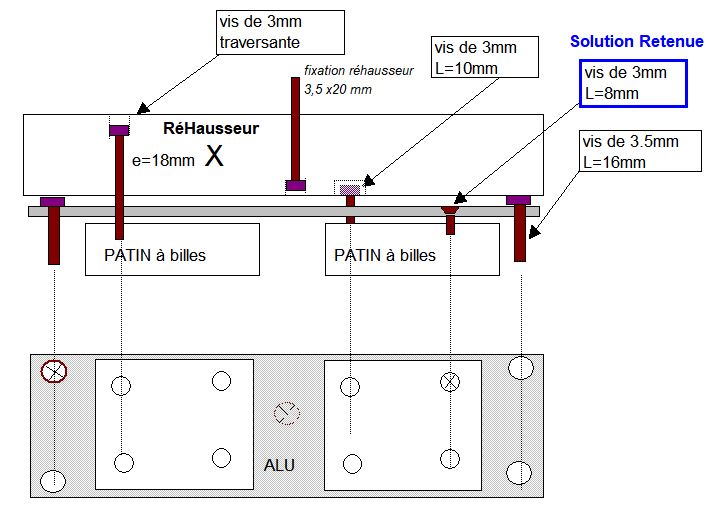
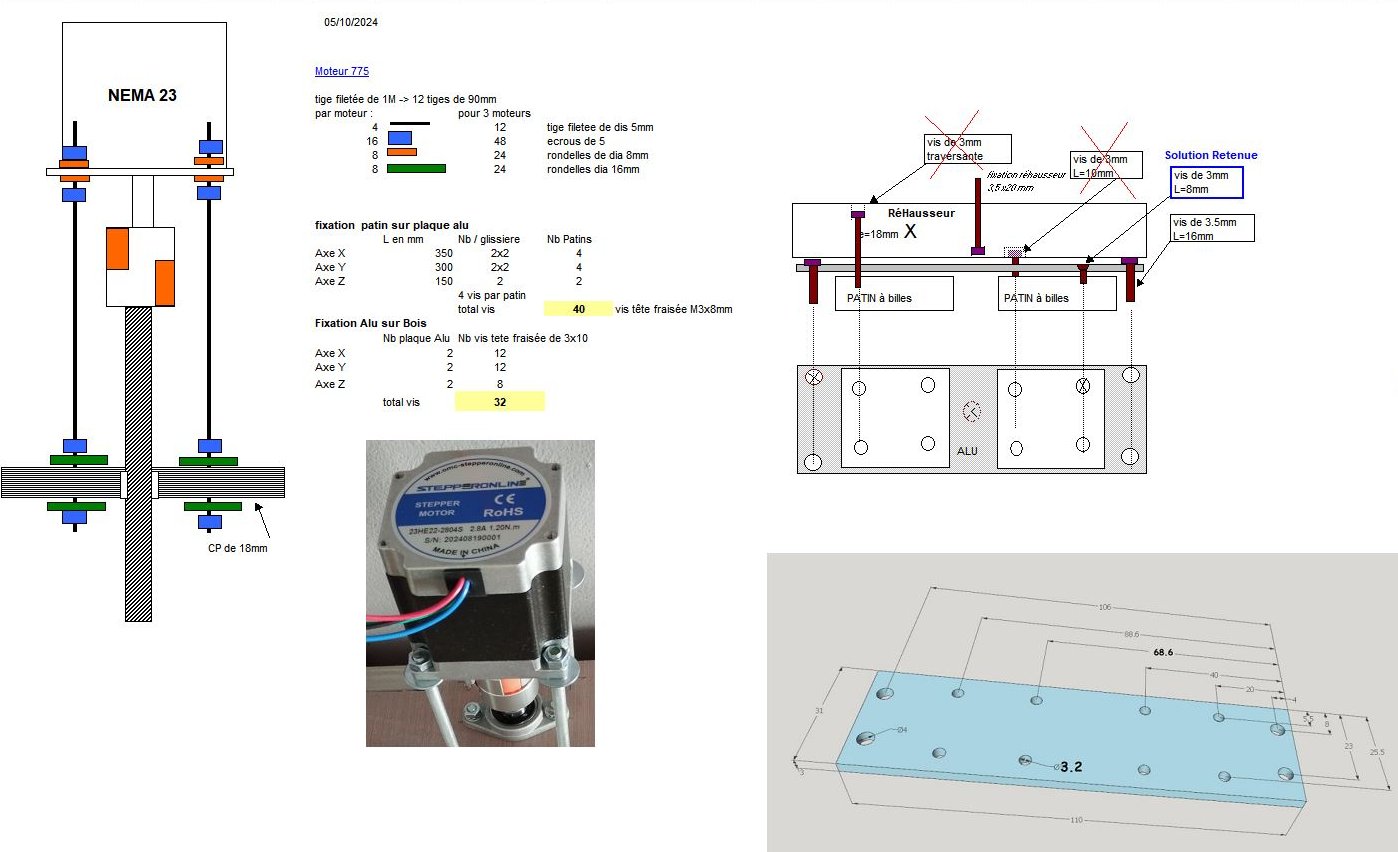
Montage des Plaques Alu pour fixation des PATINS sur les
rehausseurs
6 plaques Alu d'epaisseur 3mm
Dimensions :
Cotes 2x plaques alu X.JPG 110x31x3 mm
Cotes 2x plaques alu Y.JPG 170x40x3 mm
Cotes 2x plaques alu Z.JPG 65x29x3 mm
un grand merçi à Venom ...(voir
Fantaspic.fr)
Cette plaque Alu sert à fixer les PATINS sur le réhausseur.
 |
 |
| schema | realité |
Perçage à 3,2 pour la fixation des patins sur la tole Alu ..avec
vis de TF de 3mmx 6mm, puis foret de 9 mm pour fraisage.
Fixation Patin via 4 vis TF enfouies dans la tole Alu =>
profondeur des trous fixation Patins >= 5mm
Nota : reprise de certains filetages Patins avec Taraud .. car
vissage difficile .
Perçage à 4,5mm et Vis de 3,5x20mm tete Ronde,pour fixer la
plaque Alu sur le rehausseur en bois
Nota :
le fait d'utiliser des vis à bois et une plaque d'alu de 3mm,
fait que le serrage même des vis à bois
peut influer sur le positionnement final des patins.
![]() erreur de
percage extremité plaques axe X
erreur de
percage extremité plaques axe X
Montage des Patins sur réhausseur
Nota : commande de vis chez BricoVis.fr .....
Rails de guidage MNG12-H et Patins à
billes
 |
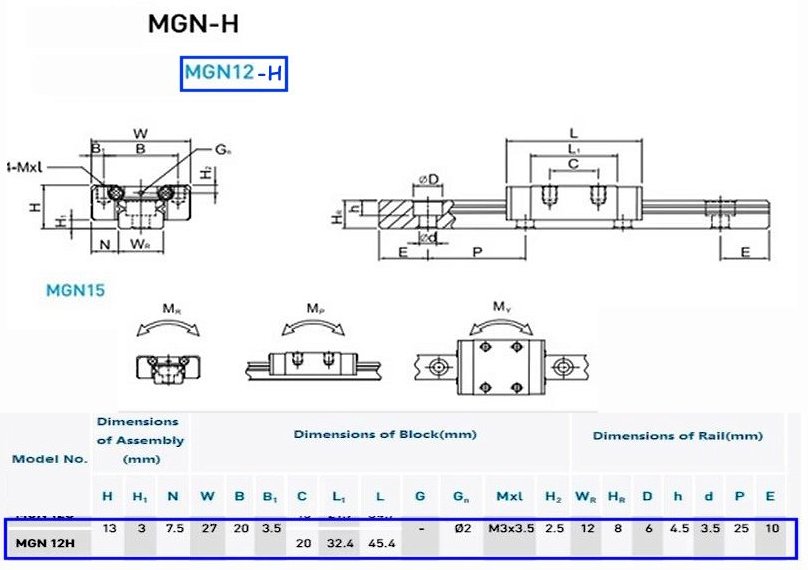 |
Rail simple patin |
plan et dimensions rail Patin |
Ponçage
Léger ponçage, le contre plaqué n'est pas le materiau ideal
pour cela.
Vernissage
15/10/2024
usage d'un vernis gris semi-transparent ..
surtout pour protéger la partie apparente du mille feuille
composant le contre plaqué .
Chassis :

Blocs Axes
16/10/2024

19/10/2024
Vernissage des 3 blocs
Montage Table Z
Trous de fixation sur réhausseur de 4mm -> 4,5mm
Fraisage des 4 Trous de fixation patin avec foret dia 8mm
Mise en place, fixation des patins sur plaque alu, par 4 vis TF 3x6mm
TORX INOX ISO 14581
Fixation des plaques ALu sur rehausseur par 4 vis de 3,5x16mm
les 3 tables vernies :
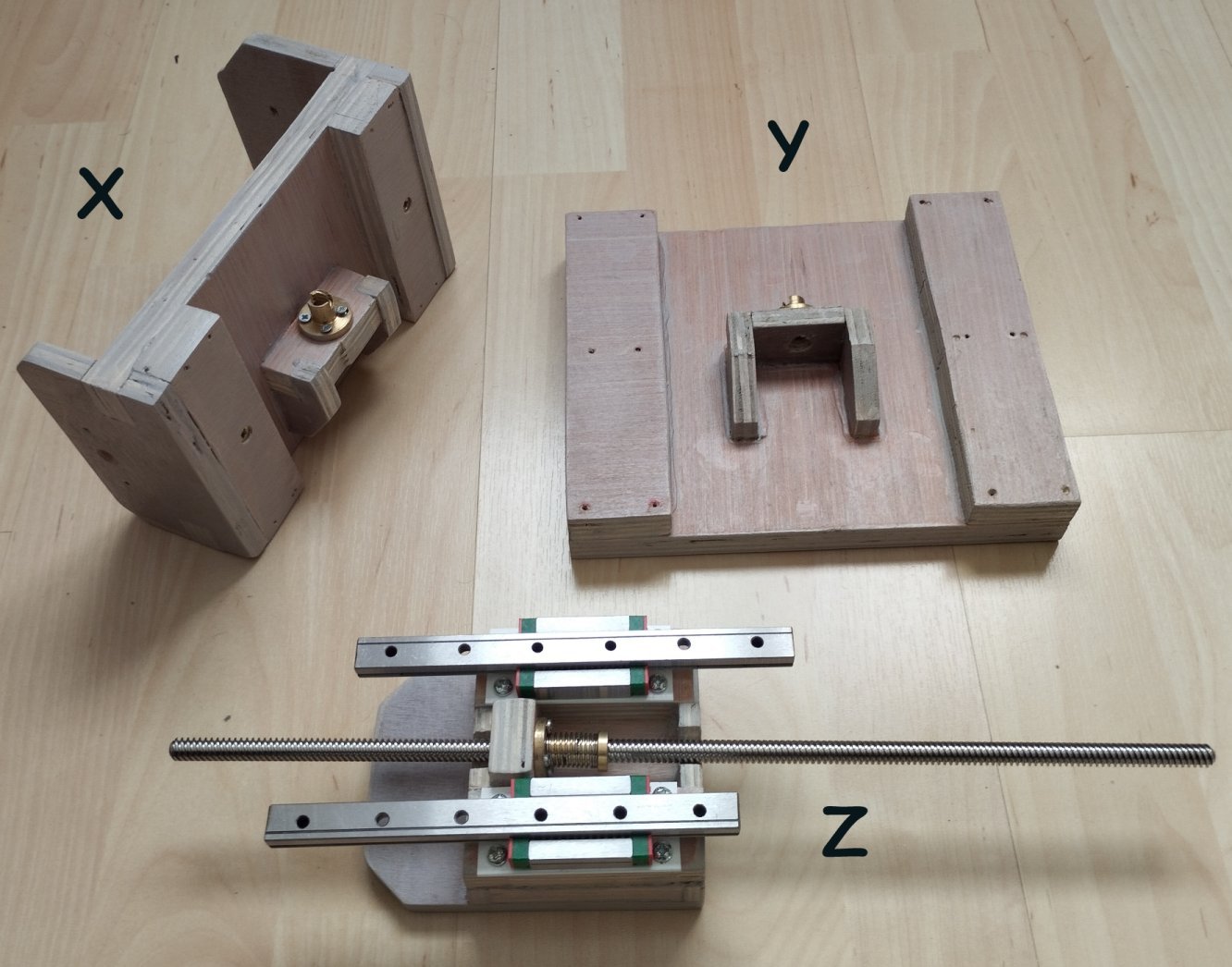
Table Z assemblée :
* Patins fixés sur plaque Alu
* Plaque Alu fixée sur le réhausseur
* Ecrou sans jeu : mise en contrainte du ressort avec vis mere T8
insérée.
* Collage araldite Ecrou sans jeu et platines Alu.
Nota 1 : il aurait été preferable de monter l'ecrou sans jeu
partie femelle AVANT le collage de la noix !
Nota 2: une vis mere legerement plus courte et des trous de
passage de 12mm pour la vis T8
permettrait de monter l'ensemble tige T8 + écrou sans jeu ,
precontraint ...NETTEMENT plus facile
 |
| Axe Z |
.... il reste à mettre sur l'autre face le moteur DC
Spindle !
....Cette table sera elle meme , montée solidaire de la table X.
....La vis T8 de 350mm a été coupée à 250mm ( avec
Tronçoneuse)
Montage Table X
Test montage Palier :
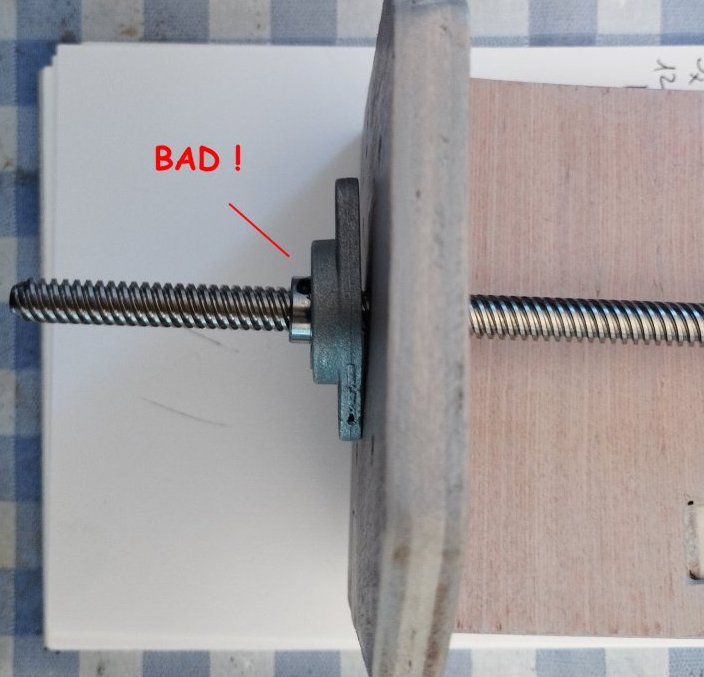
Problemo : La vis T8
n'est pas perpendiculaire au palier ..BAD!
...doute sur l'equerrage de la partie Flasque en bois !!
teste vec un autre Palier .. OK
Le roulement dans le palier est mal inséré ...
Correctif Palier :

avec un aimant ayant le meme diametre que le roulement , monté
dans un etau , et serrage maximal ..
Le roulement se remet en bonne position ..OK ..
Montage (provisoire) de la table Y

test : vis T8 perpendiculaire ..OK
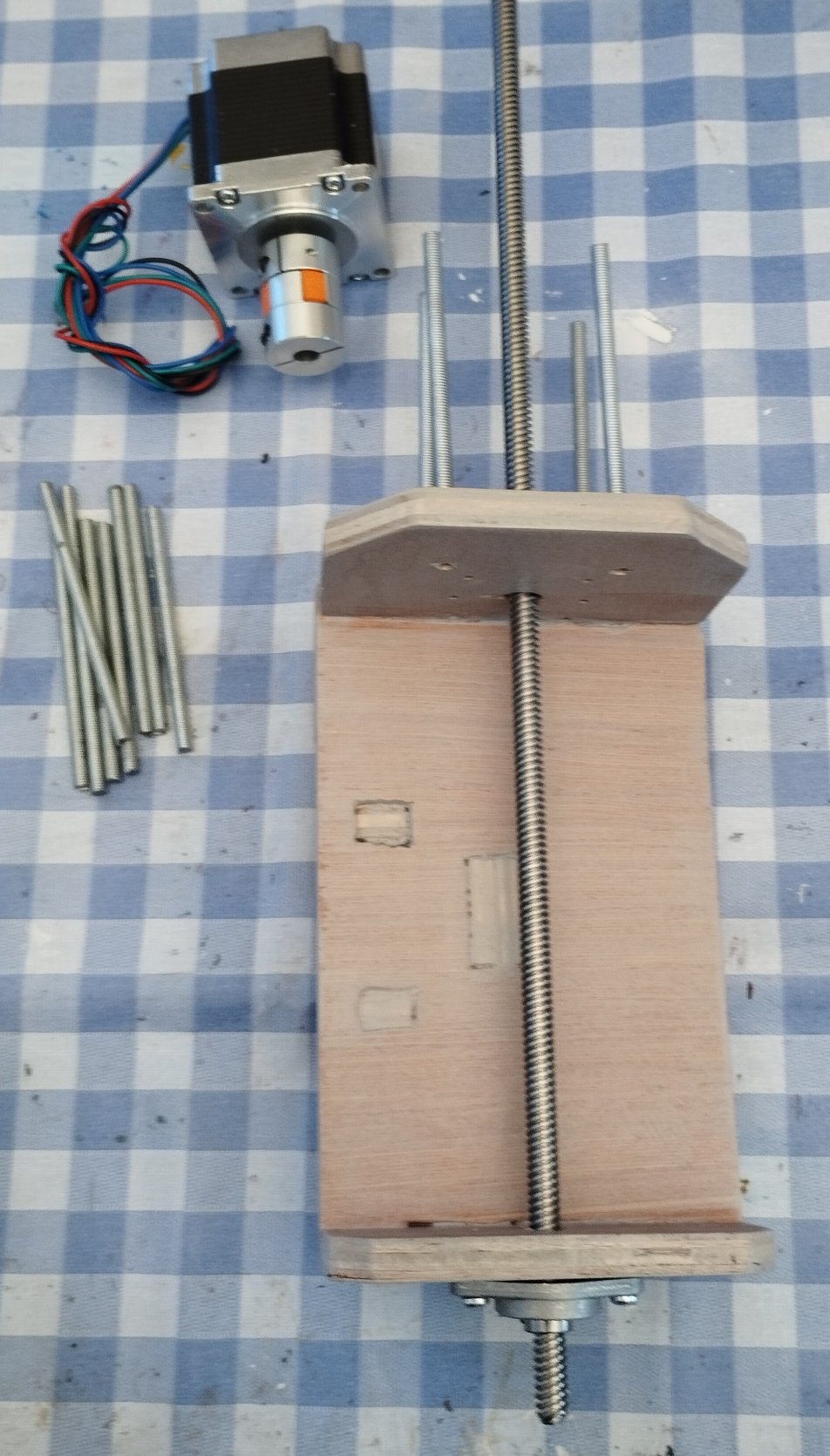
Preparation pour Fixation des Moteurs NEMA
23
Necessite 4 tiges filetées de dia 5mm par 85mm à 90mm de long
Déecoupe à la scie à metaux ..tres long => scie sauteuse
avec lame fine metal => OK
Trous de 4.5mm dans le flasque en bois .
tige filetée de dia 5mm , enfoncée à fond e..sans dépasser ,
donc sur 10mm , et collée araldite
.... rondelles et écous coté flasque Moteur
Le coupleur sera enfoncé à fond coté axe moteur ..
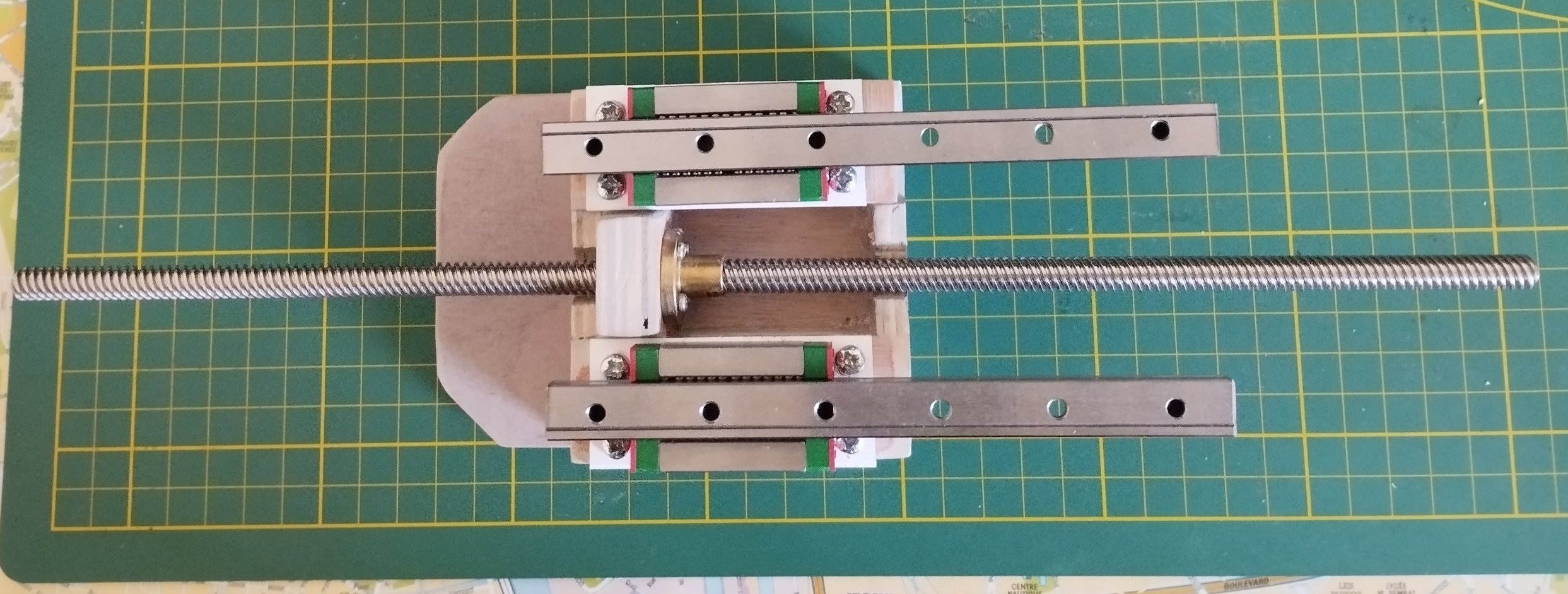
Preparation tables X,Y,Z
perçage à 4,5mm
 |
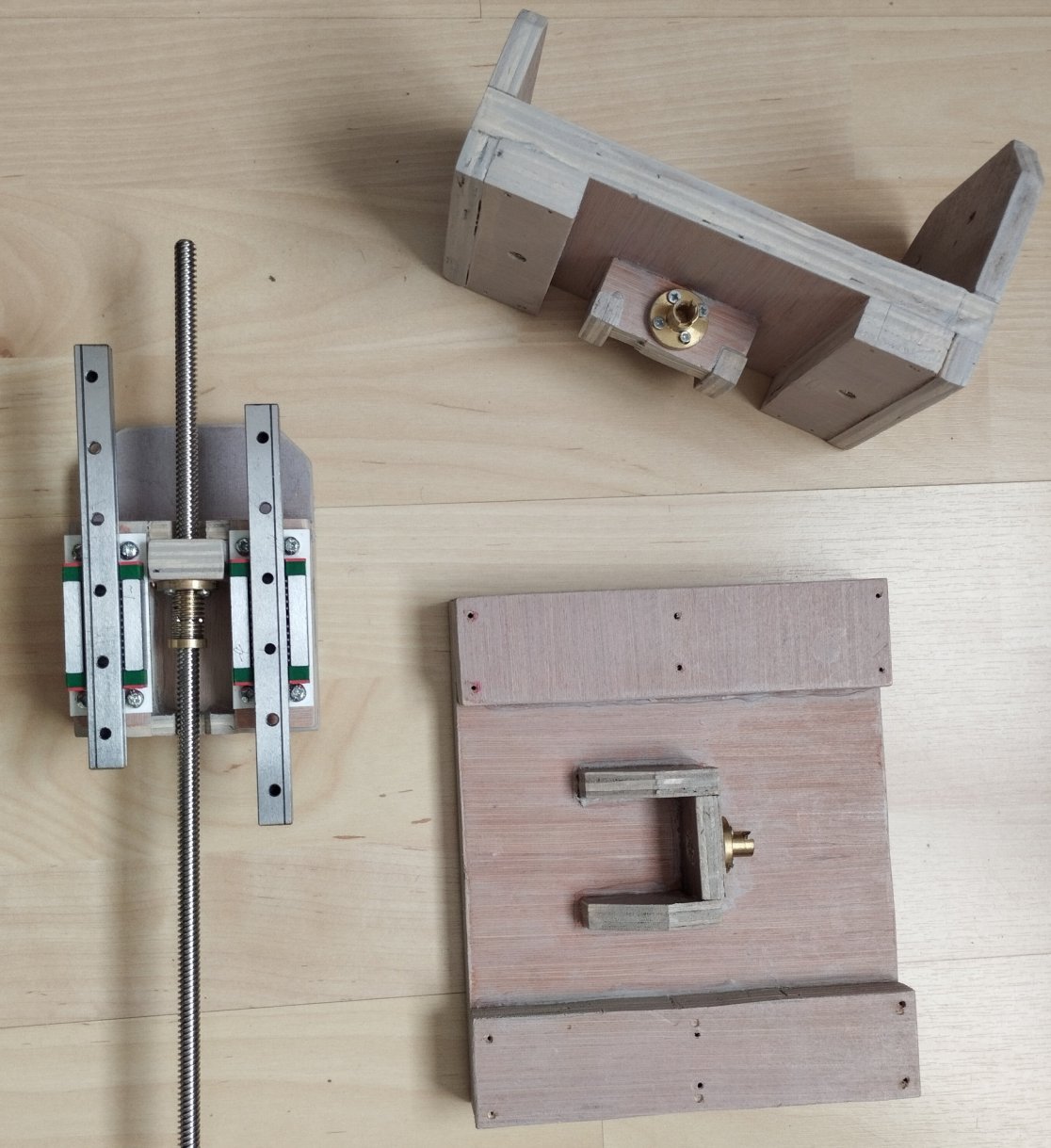 |
| Montage, alifgnement Paliers et Vis T8 | Montage des Noix support ecrou sans jeu |
27/10/2024
Montage (provisoire) des 3 tables X,Y,Z
 |
 |
| Pre-montage des 3 tables X,Y,Z |
Les fixation et moteurs NEMA ne sont pas encore montés car
..... attente appro vis de 3x30 mm pour fixer les rails X et Y
définitivement
Nota: la couleur du vernis s'est affirmée apres quelques jours !
Montage Moteurs Nema23 Axe
Y et X
sur tiges filetés de dia 5mm
Montage des écrous difficile ..par manque de
jeu .. rondelles grovers pour blocage des ecrous.
Tiges filetées incluses dans le bois et collées (ave KOLTOUT
Express)
 |
 |
moteur Table X |
moteur Table Y |
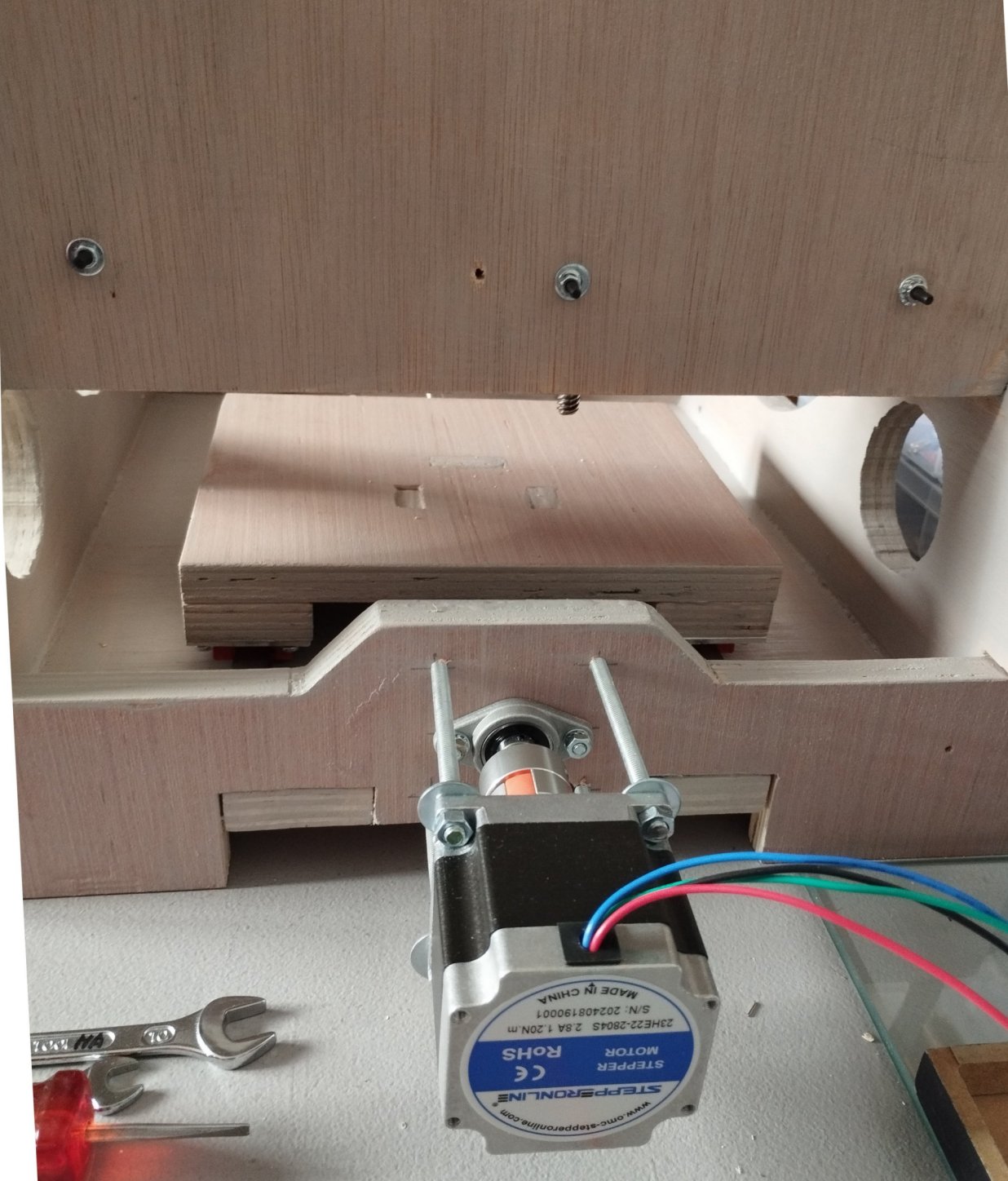
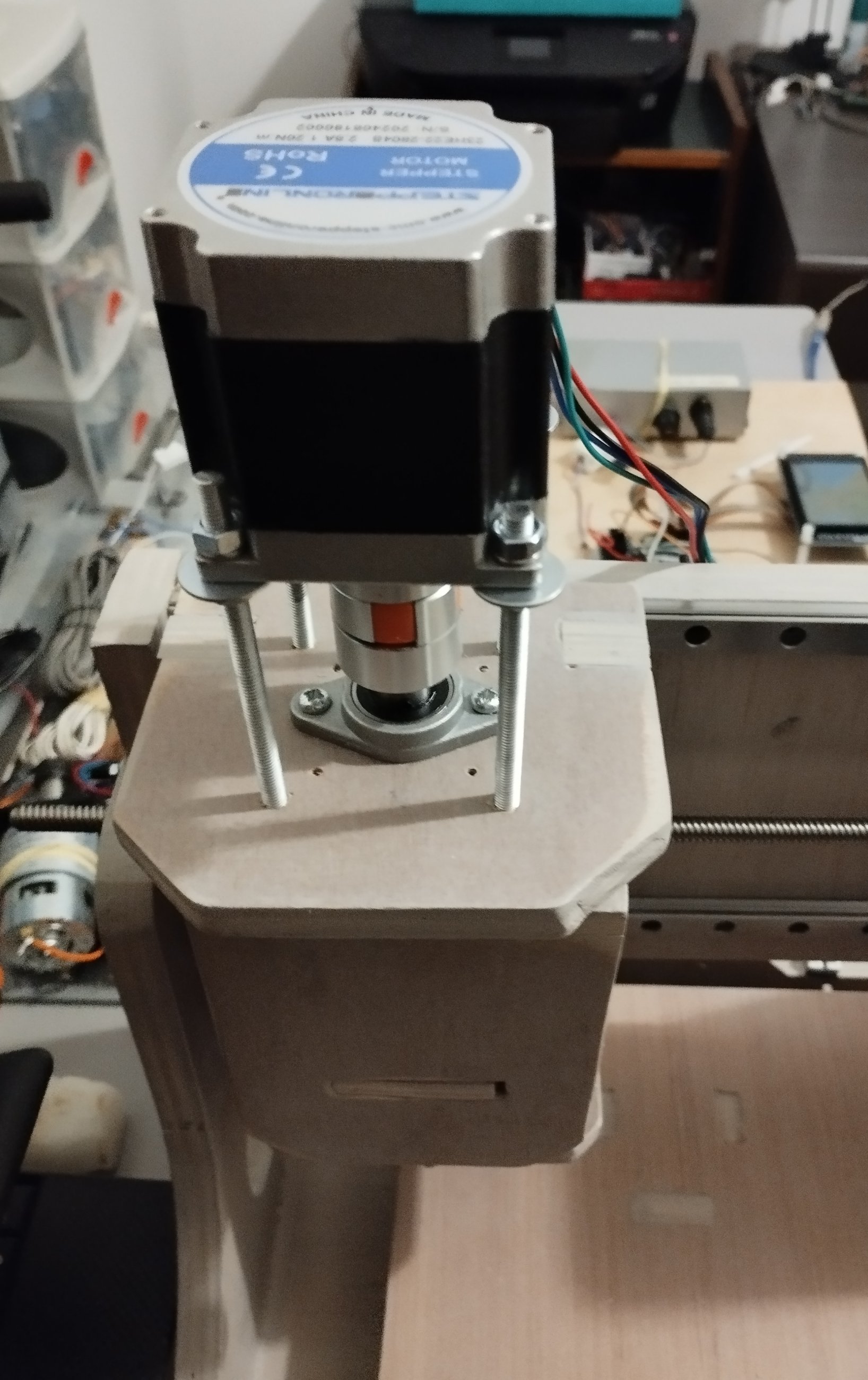
Montage Moteur Nema23 Axe Z
13/11/2024
 |
 |
Nema23 axe Z |
extrait de _CNC_Construction_2025-04_2024-06.xls |
modif sur équerre originale fournie avec le moteur :
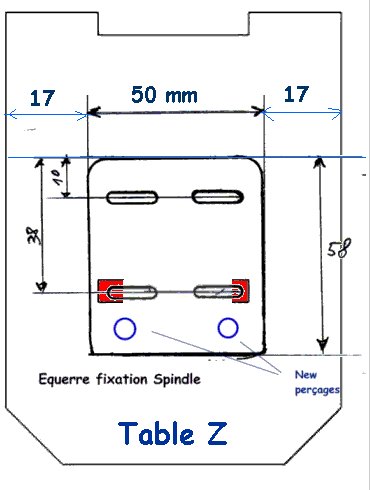

Rajout de 2 trous de fixation,
car les lumieres inferieures tombent sur le tenon
de
l' équerre de fixation de la noix d'entrainement table Z
voir TOP et BACk
view table Z
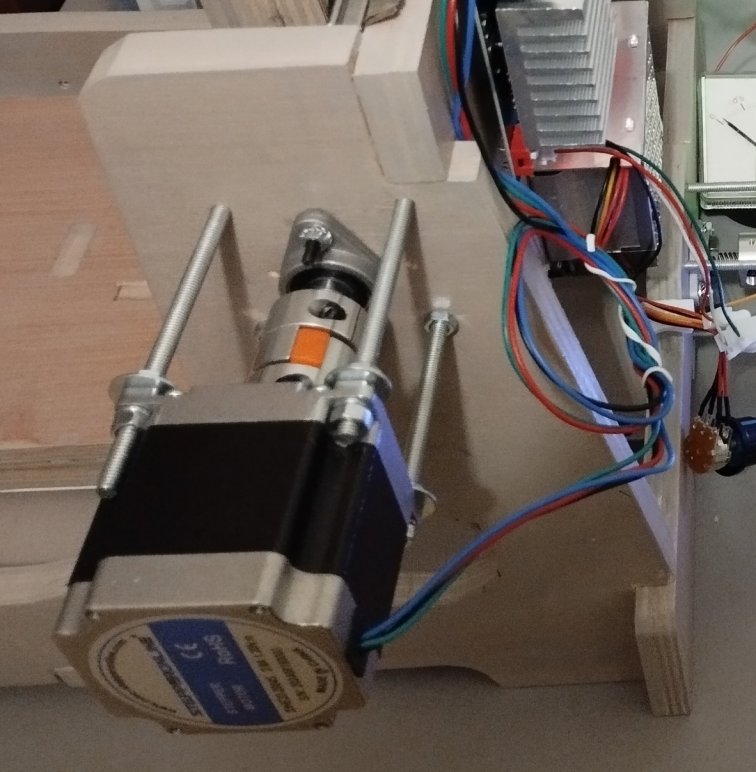
Le variateur de vitesse est monté à l'arriere d ela CNC avec
son potar de reglage sur une petite plaque (connecté au
variateur)
Ce potar a un interrpteur qui coupe l'alim.du moteur
Liaison Alim 24V ---> directe sur Variateur ( je n'ai pas
rajouté de protection )
Liaison Variateur --> Moteur (fils Orange et Noir)
Nota 1 : une fraise ou foret peut etre ENTIEREMENT englouti ,
disparaitre dans le mandrin ER11-A (...si non bloqué)
Nota 2: sur la photo , le moteur est en position basse maximale (en
butéee) .. mais sera au garage , en position Haute , POM limité
par fdc
Nota 3: fils vers moteur ...prevoir plus souples ? ATTENTION au
deplacement X et Z !
Guidage des fils Moteur NemaX et Moteur Spindle ?
 |
 |
 |
 |
Moteur spindle 775 |
ecrou de serrage |
mandrin/collet porte oiutil |
Fraises |
mise en place du collet dans l'ecrou :
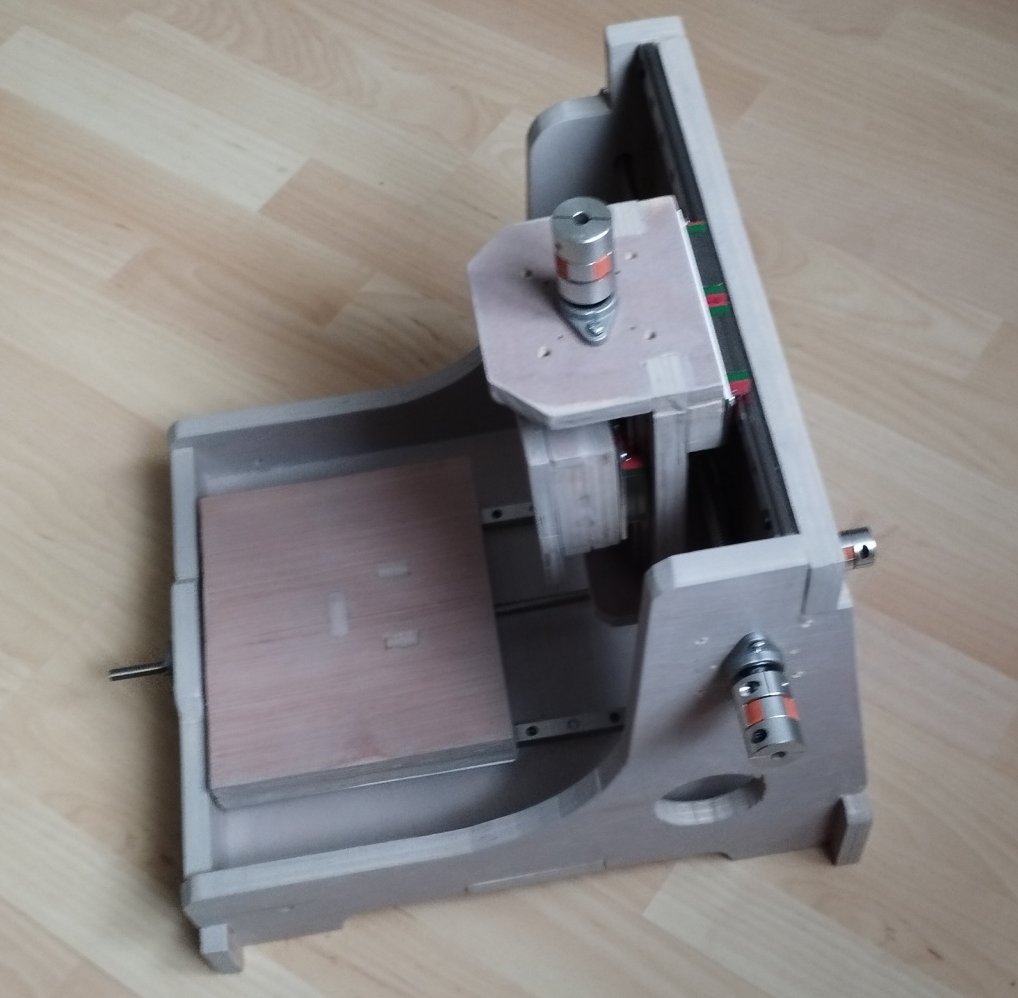
Ensemble (des 4 ) motorisations en place
06/12/2024

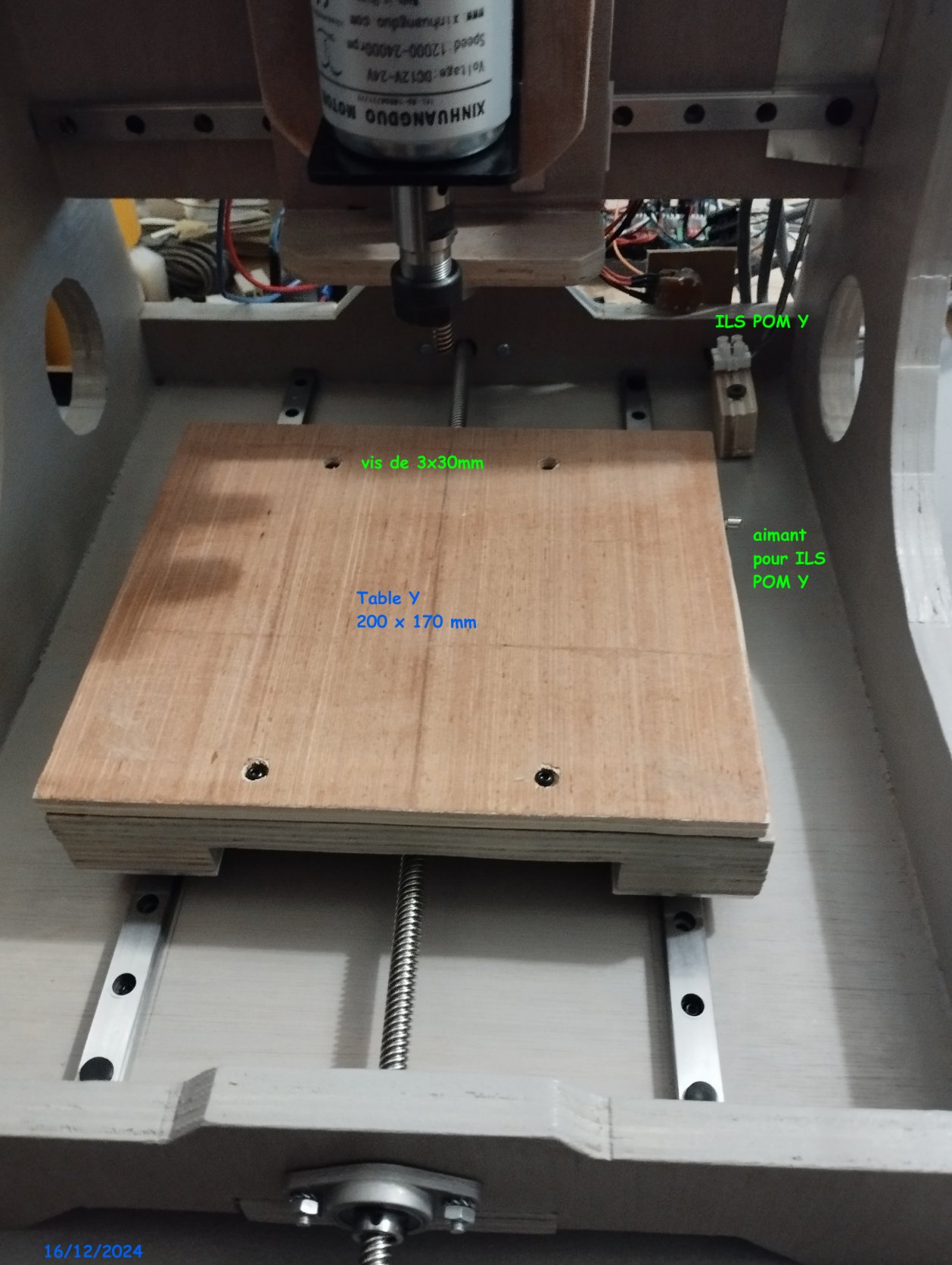
Fixation Martyr sur Table Y
Test solution Scotch Carpette de 50mm de large ..pourrait etre OK
mais colle restante "chiante" à enlever..
Solution avec insert dans la table Y ... peut etre, mais INSERTS
à inserer AVANT le montage table Y..
Solution simpliste :
4 trous de dia 3,2mm, impossible dans les 4 angles , donc
en dehors de la zone de montage des patins/glissieres
ici à 60mm de chaque bords de table sens X , suivant le gabarit
ci dessous:
 |
 |
| gabarit | 1 martyr installé |
nota : les tetes de vis 3x30mm sont enfouies (perçage à dia=7mm)
Preparation dans la foulée de 3 martyr dont 1 en Polyethylène
blanc ( morceau de planche à decouper)
Probleme Plan table Y : Le
gabarit etait avec 200mm de large au lieu de 190mm
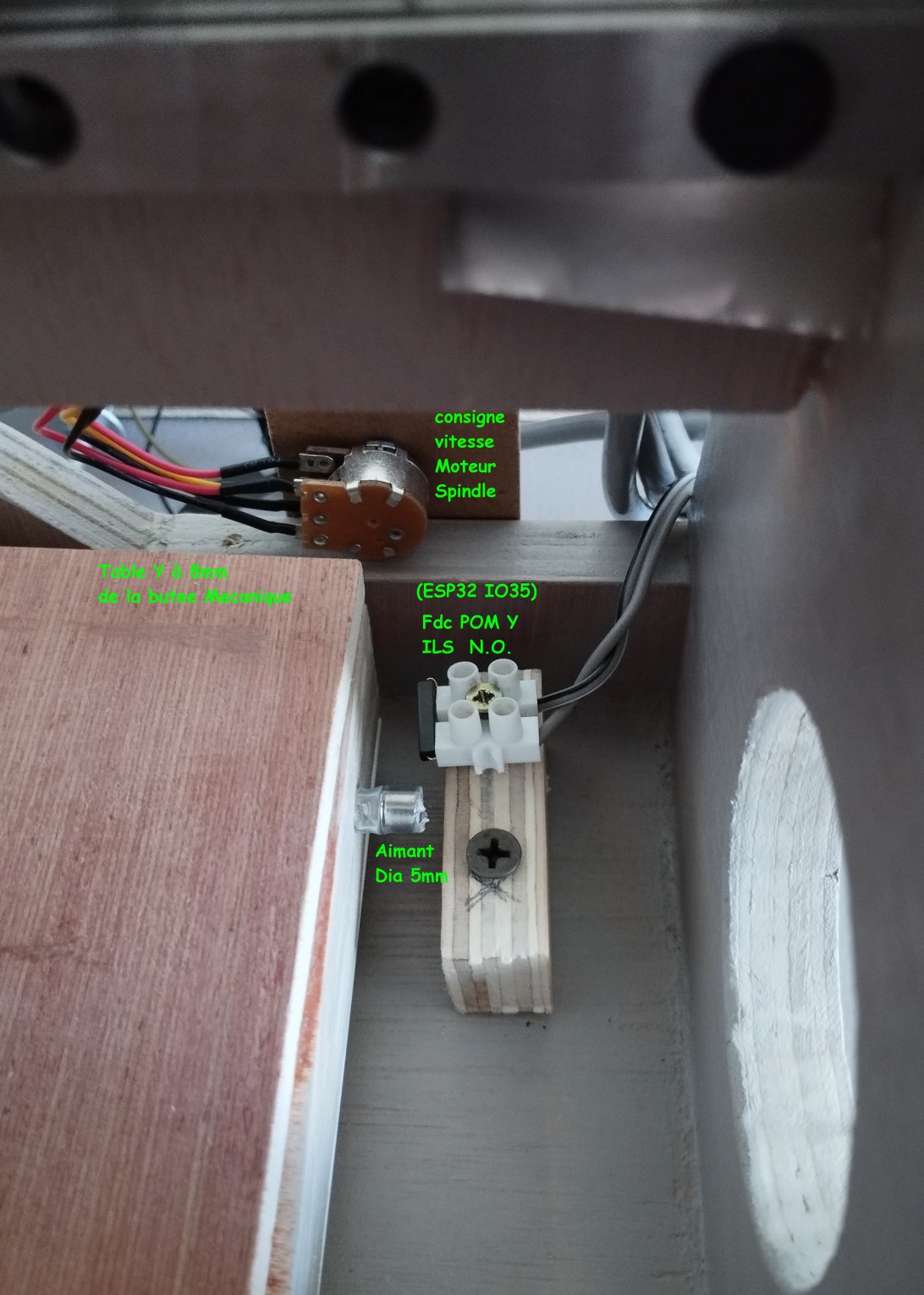
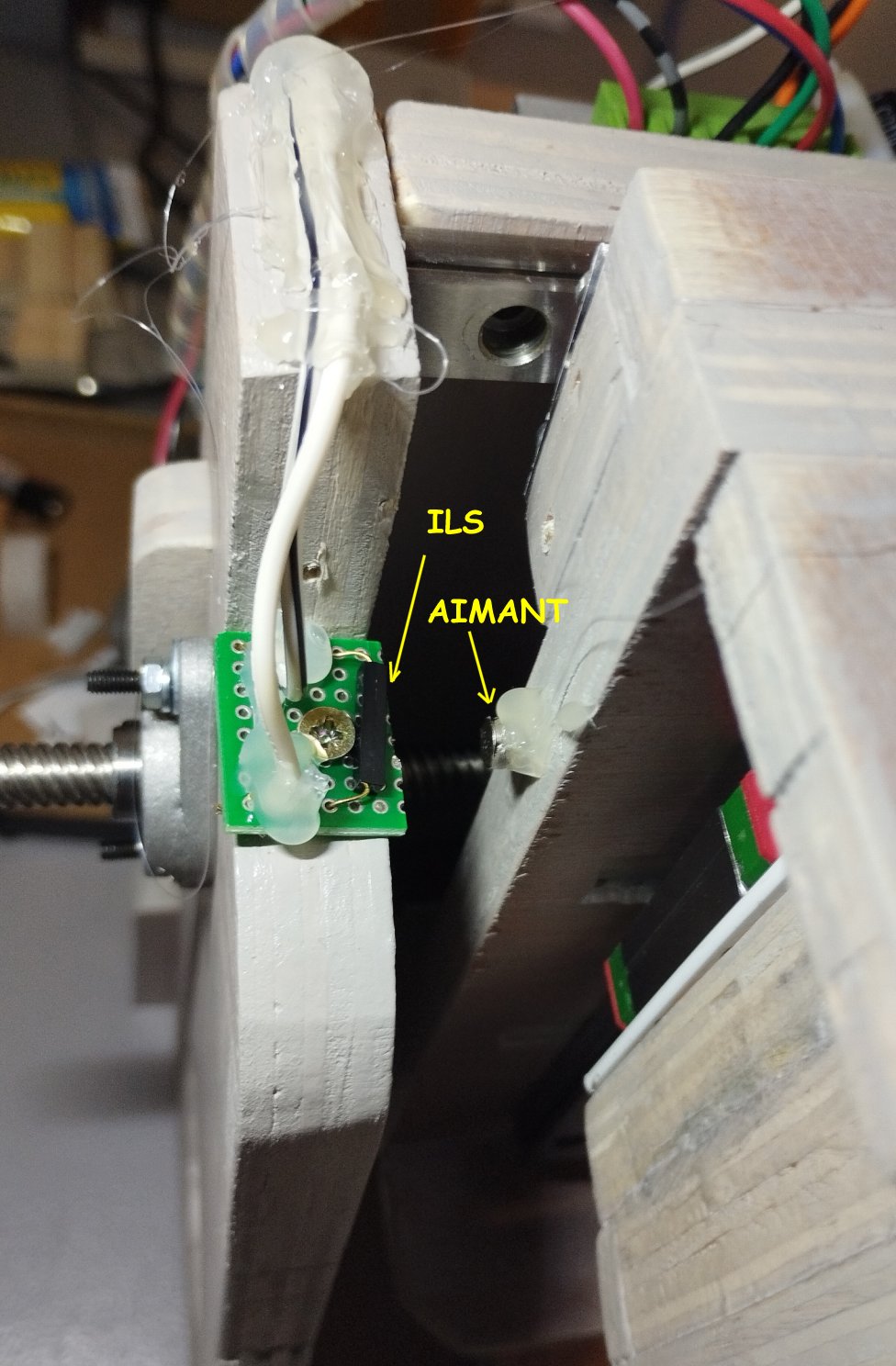
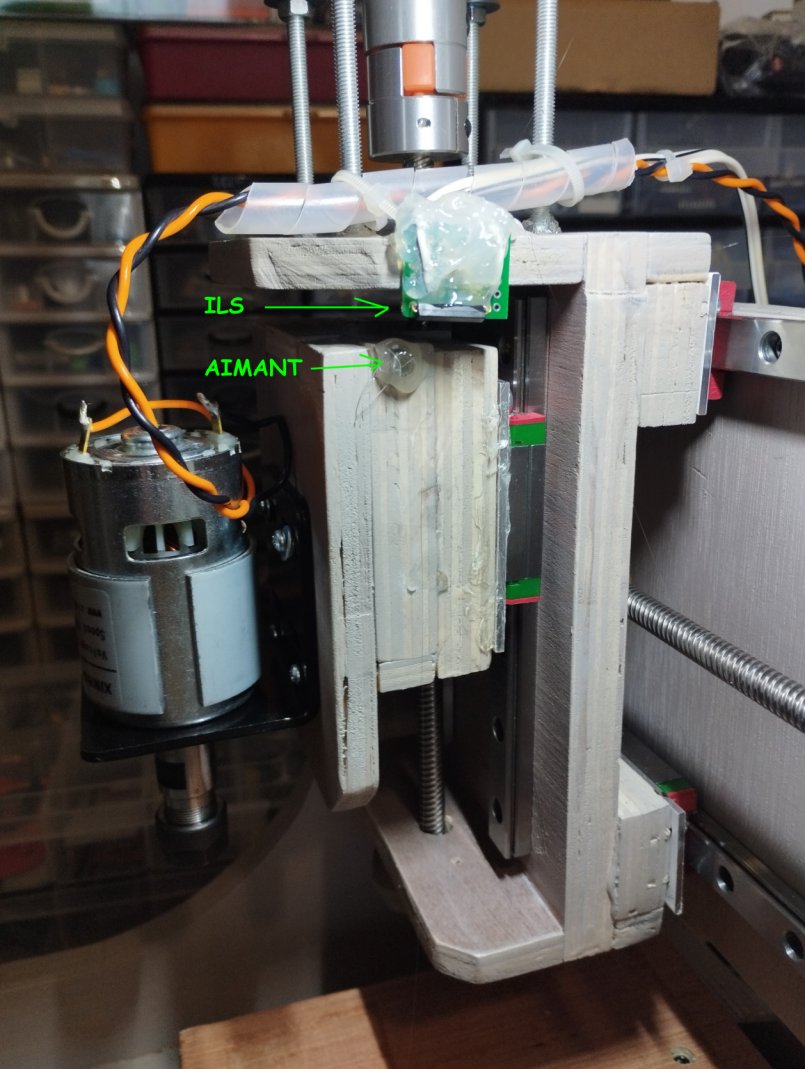
Montage FDC ILS table Y (POM Y)
L'aimant
dia 5mm est colée sur une vis ,plantée dans l'epaisseur de la
table Y
Un bout de tube nylon transparent enserre l'ensemeble vis et
aimant
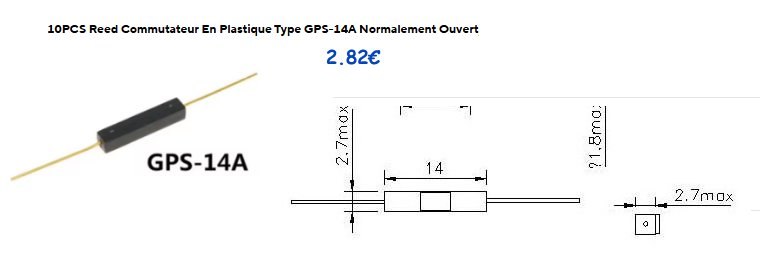
un ILS N.O. GPS-14A
raccordé via un sucre est vissé sur un support bois , qui est
lui même vissé sur le fond du bati,
positionné de sorte que l'approche de l'aimant FERME le contact
ILS.
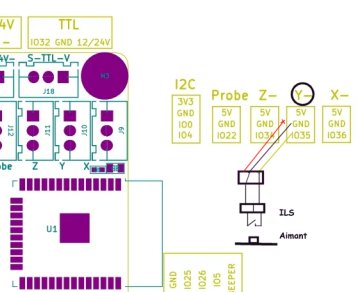
L'ILS Table Y est relié à la carte Makerbase GRBL via un
connecteur femelle 3 pins ...avec fils,
+5V fil rouge
Gnd fil Noir
IO35 fil Jaune
sur connecteur male Probe Y, carte Master GRBL
contact (sec) FDC ILS entre Jaune (IO35) et Noir (GND)
 |
 |
| Implantation du FDC ILS | connection ILS ç Makerbase |
Test du FDC .. AVANT raccordement à la carte MakerBase ...avec
l'Ohmmetre_du_pauvre
!
Test POM axe Y
Montage FDC ILS table X et Y (POM)
Cablage des fdc ILS Z et X
les aimants sont collées à la cyanolite..puis apres sechage ,
enfouis
dans de la colle thermofusible ..( pistolet à colle)
Pistolet à colle aussi sur les jonction fil / ILS et maintien
des fils en position
...pour éviter le cisaillement ,coupure ,par vibrations.
Nota: un montage avec possibilité de reglage serait bien plus
confortable à regler ...
le couple Aimant /ILS ayant un comportement pas tres prédictif !
 |
 |
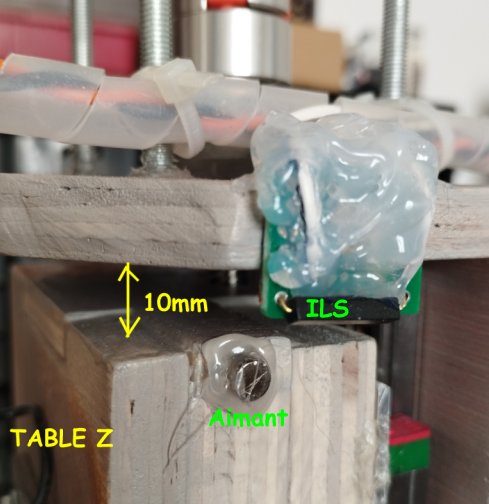 |
|
Z homing |
avec aimant + ILS position Z |
Nota : ATTENTION
avec les ILS made in RPC
Tester rigoureusement le comportement des ILS AVANT de les cabler
et mettre en place !
sur les 10 commandés , 2 à poubelliser : restait enclenché
Fermé ..meme apres retrait de l'aimant
retour à la normale en tapant dessus !
ça craint , comme element de sécurité ,y a forcément mieux .
suite nouveau probleme sur ILS X , Remplacement de celui-ci par
un Microswitch
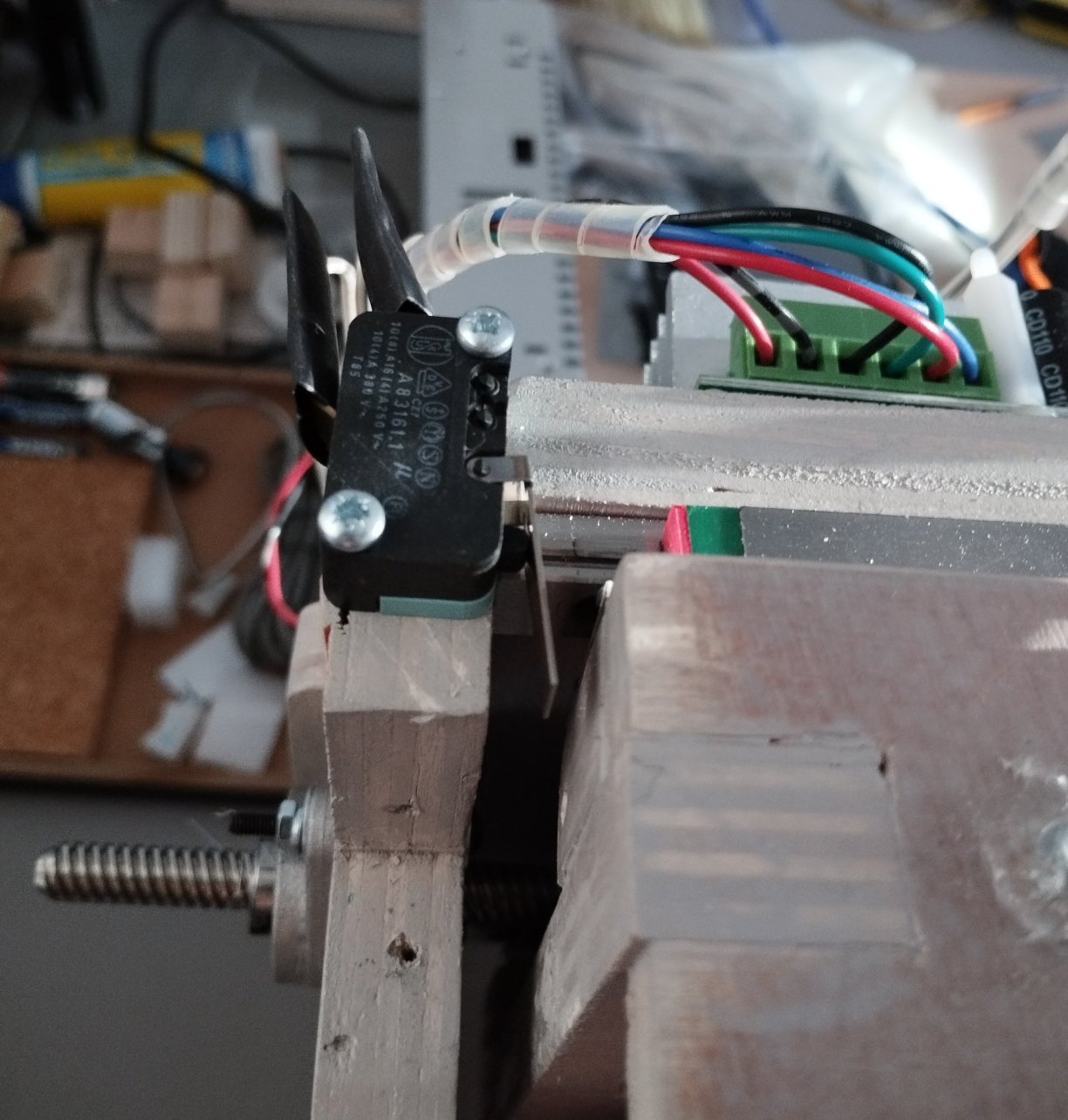 |
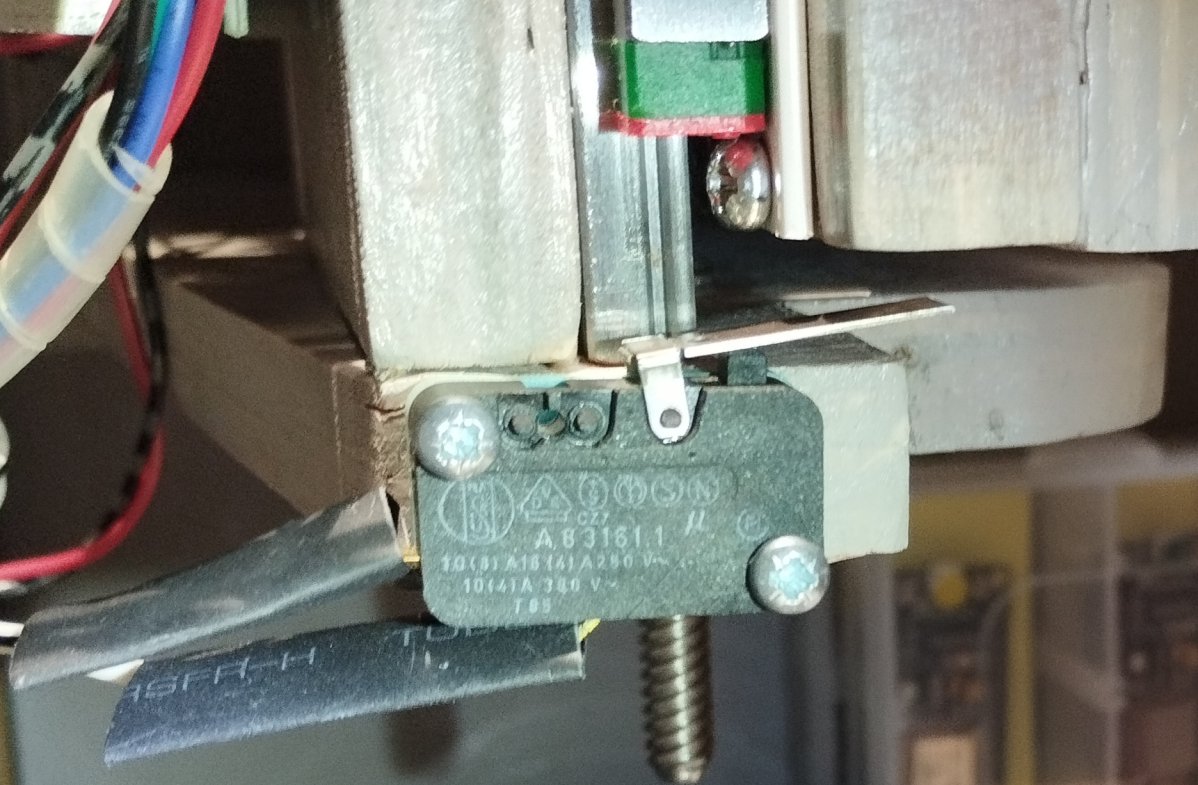 |
 |
FDC POM X |
zoom FDC X (20/12/2024) |
CNC Cablages
il manque encore la liaison BP A.U sur l'alim 24V
La laision Probe..pour le palpage
un BP Reset ...
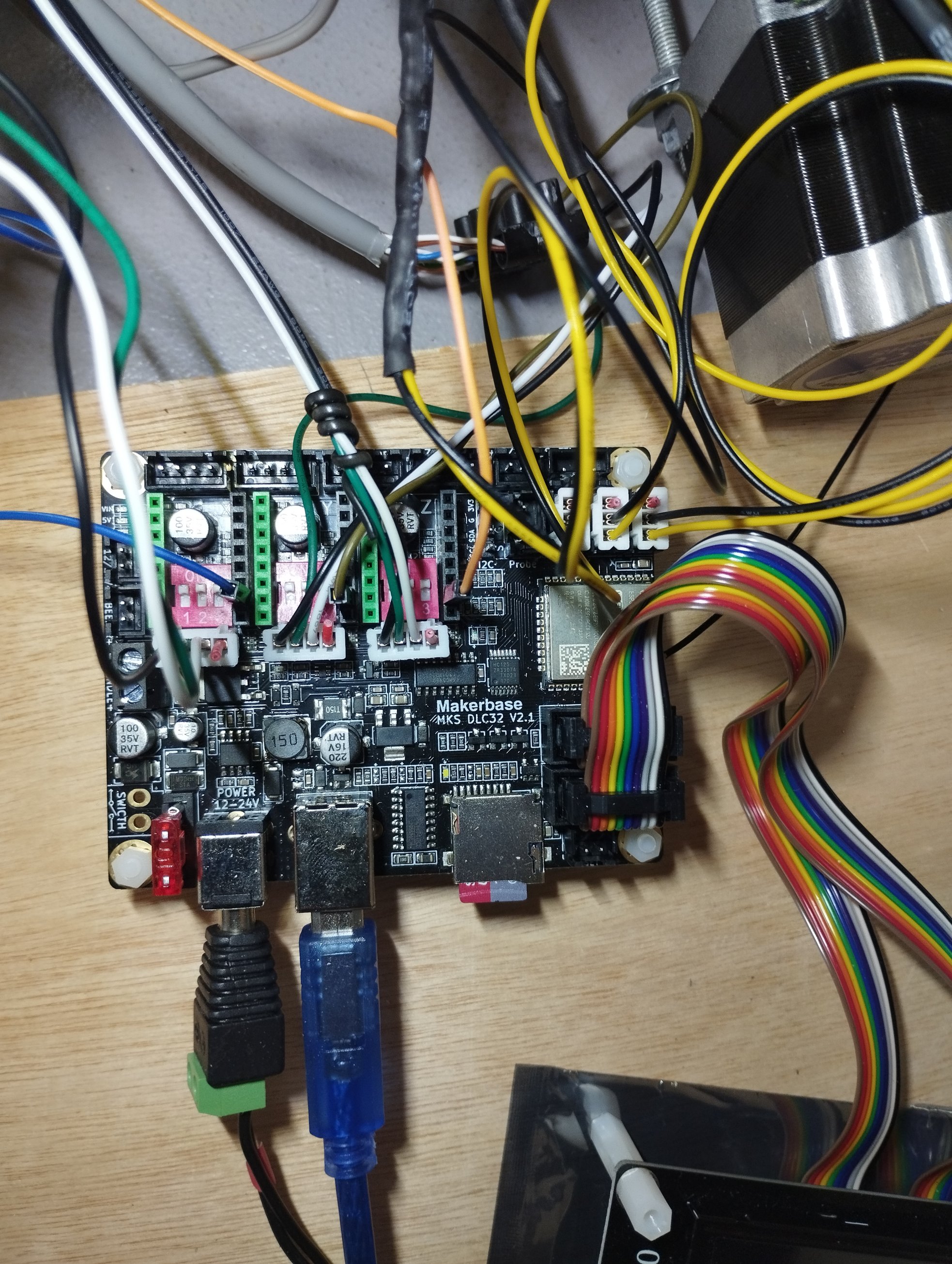 |
 |
Raccordement sur MasterBase |
vue arriere cablage CNC |
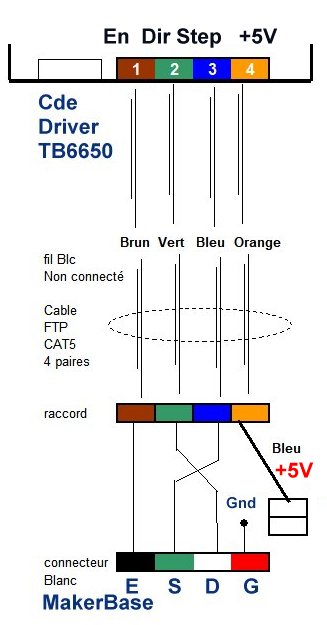
Laision Makerbase <-> Driver TB6550 via cable FTP CAT5 4paires
torsadées
1 seul fil utilisé par paire.
Ce driver étant referencé au GND , il lui faut une Alim +5V
pour activer les photocoupleurs.
Makerbase axe X : fil bleu -> +5V
Makerbase axe Y : fil Marron -> +5V
Makerbase axe Z : fil Orange -> +5V
le Gnd du connecteur blance sur maker base n'est donc pas
utilisé .
Le BP Arret d'urgence,
au bout d'un cable 2x0.5² , pour le déporter à l'avant
de la CNC
est mis en serie avec le 230V AC de l'alim 24V DC 15Amps.
coupe ainsi , le 24V des 3 drivers NEMA et du Moteur Spindle ..

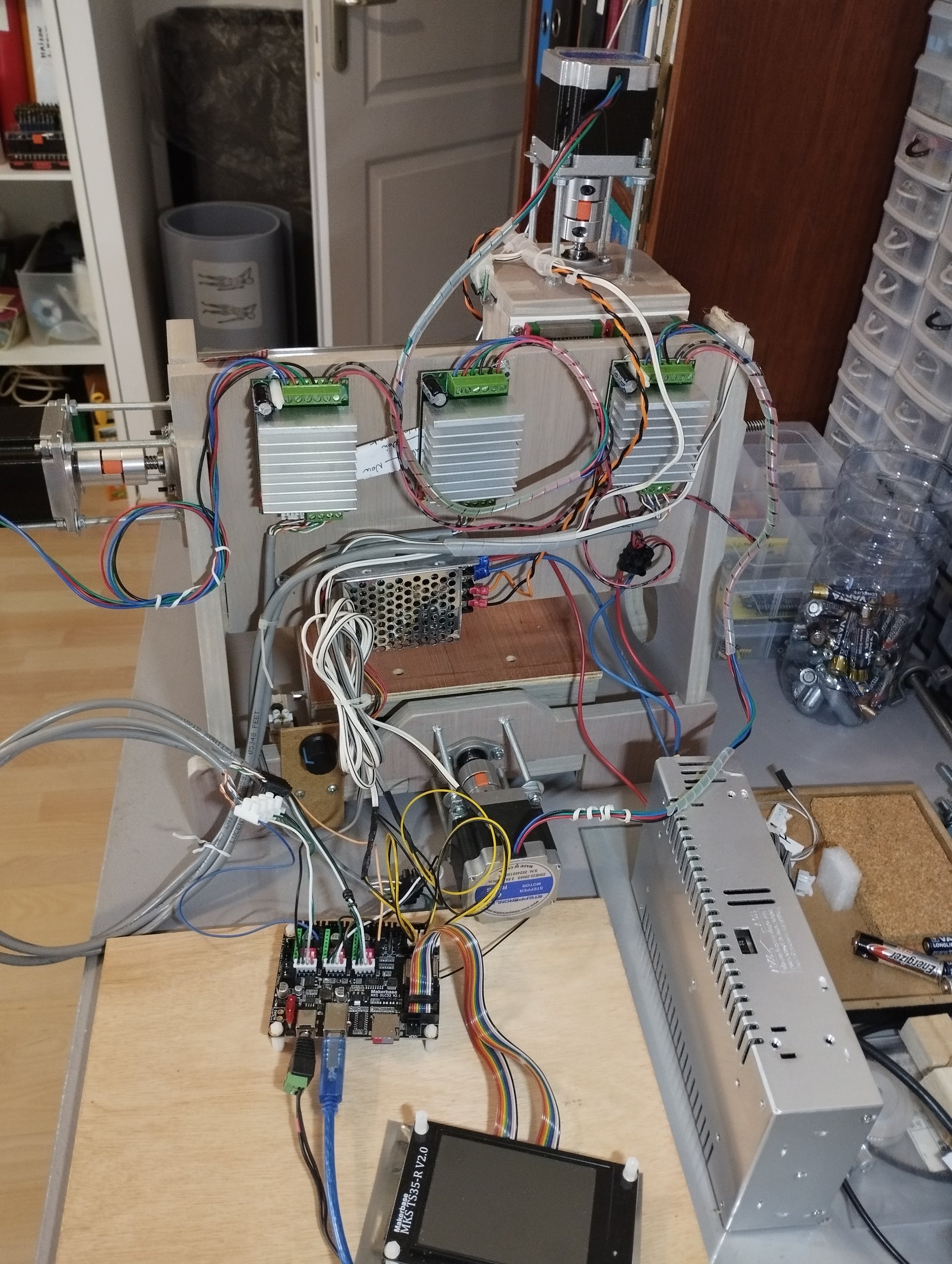
Fixation Makerbase
La carte makerbase est maintenant montée sur le flanc droit de
la CNC
via 4 entretoises.
Alim 12V DC 1A Liaison USB au PC |
 Connexions Makerbase GRBL ESP32 |
Axe X Axe Y Axe Z fdc X fdc Y fdc Z ........................... |
|
reste à fixer l'ecran TS35... et raccourcir les 3 cables FTP
.......
souder / manchonner les fils au lieu d'utiliser des sucres ..
.. à suivre

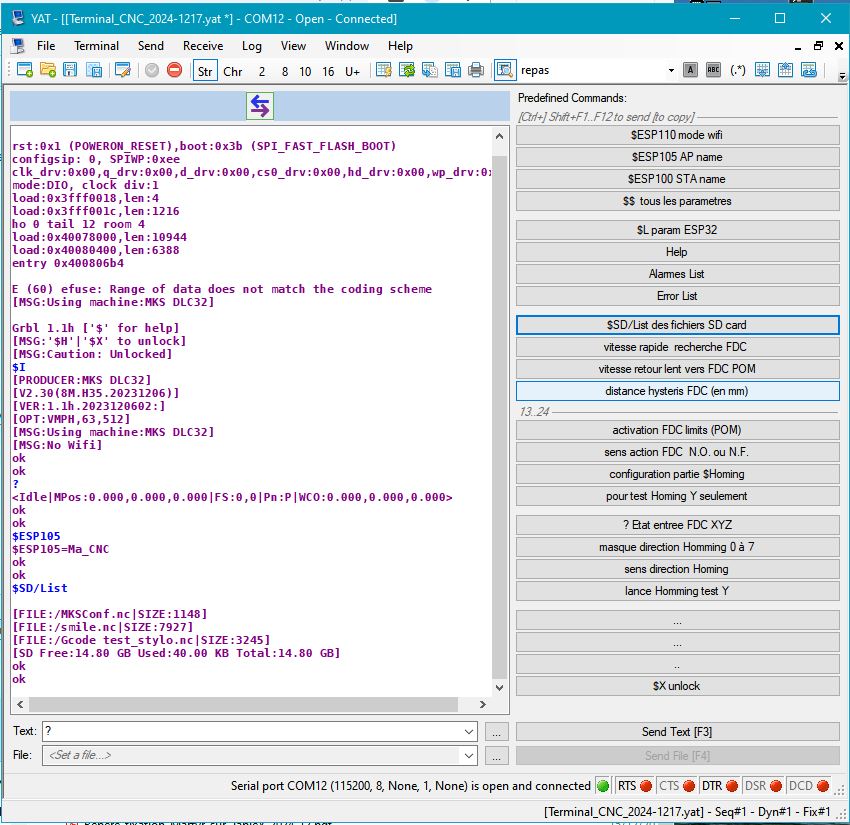
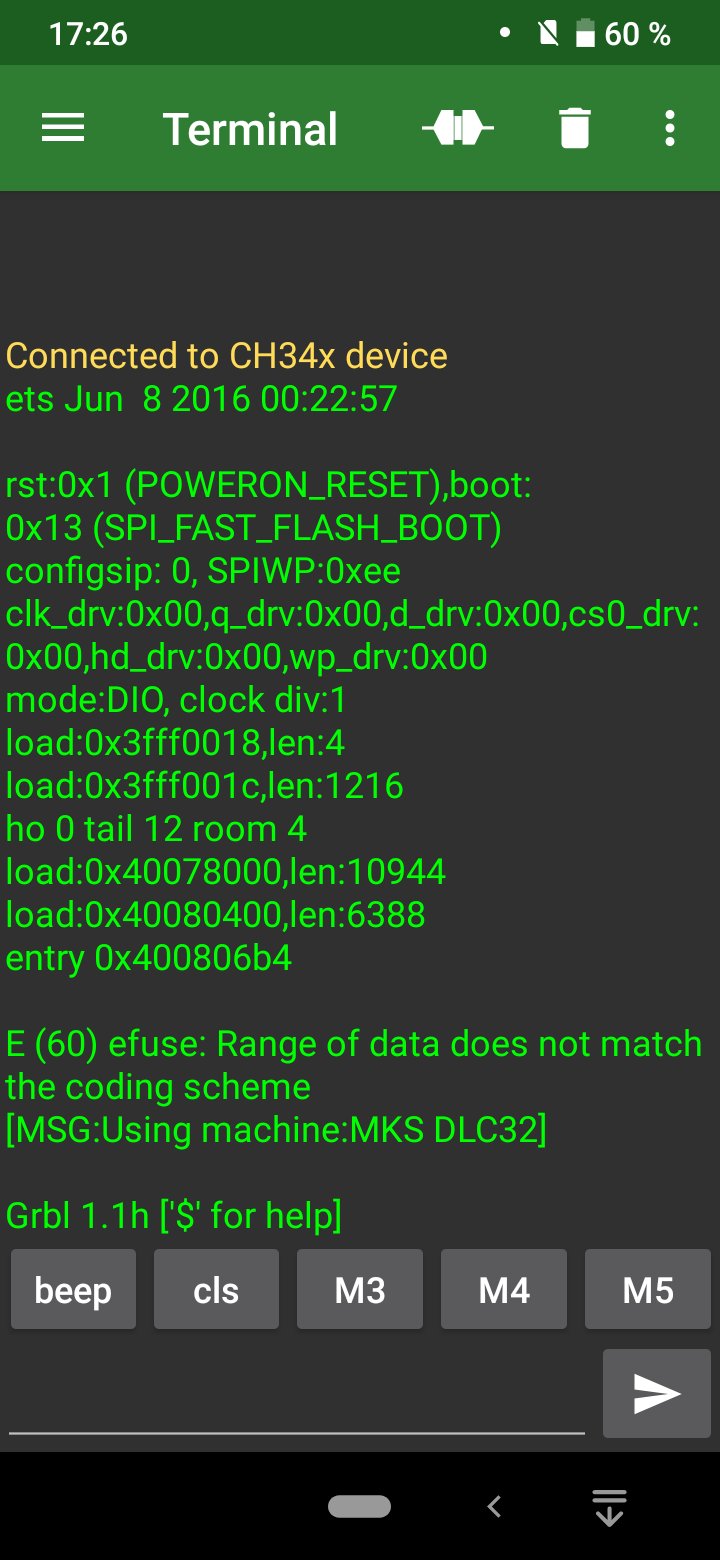
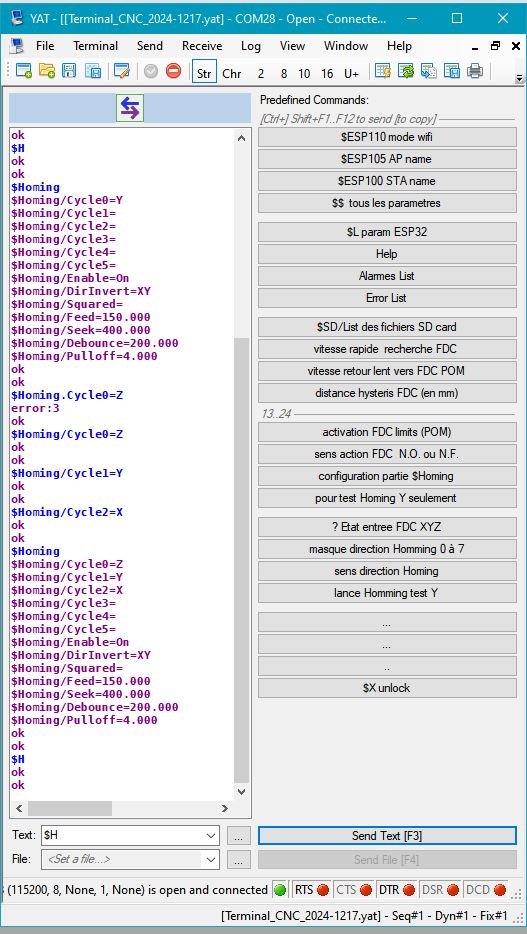
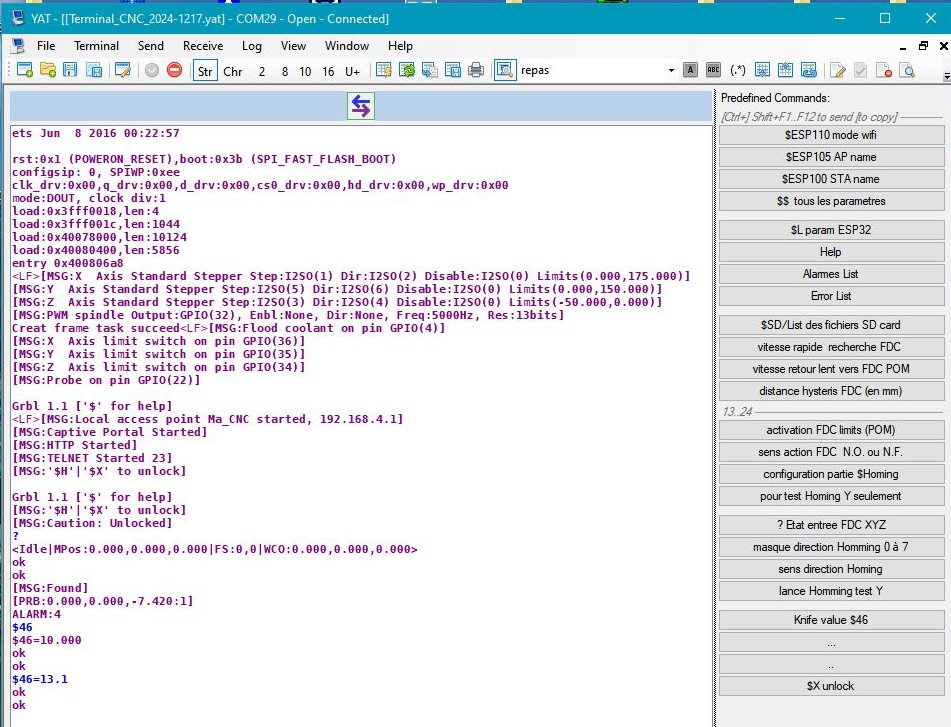
Outil Terminal YAT
Pour communiquer directement avec la carte MakerBase GRBL, l'outil
idéal et le plus simple
est le terminal PC YAT , tourne OK sous WIN10, via la liaison USB
Makerbase , et port COM virtuel
(dans ce cas avec COM12 115200,8,1,N)
necessite le driver CH34x_Install_Windows_v3_4.zip
On envoi directement des commandes GRBL .
La partie commande ( en Bleu sur l'ecran) et le retour reponse
Makerbase en violet.
Le tout consigné dans un fichier log , pouvant etre aussi
Horodaté à +-50mS
Usage de commandes pré-enregistré dans un Panel de 24 commandes.(
maxi 108 commandes possibles !
Possibilité d'envoyer aussi un fichier GCODE !
Fichier de configuration : Terminal_CNC_2024-1217.yat
(..... dans le meme directory que YAT)
Exmple de Log
obtenu sur un echage avec Makerbase .
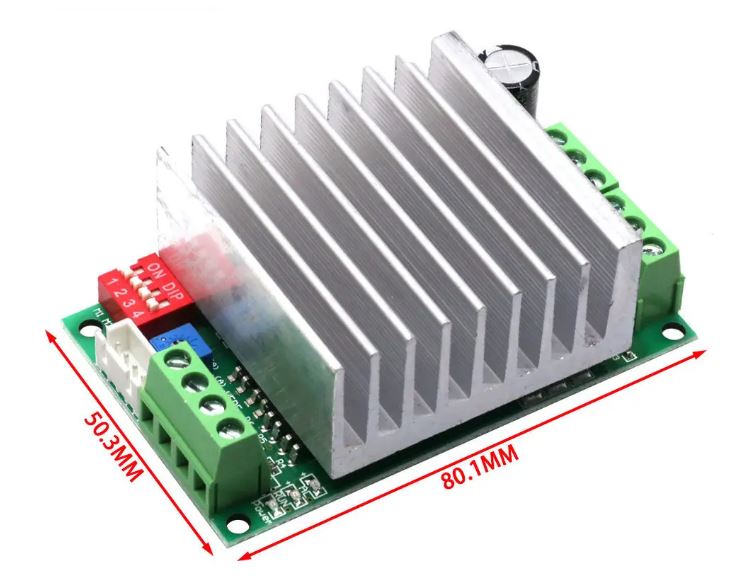 |
 |
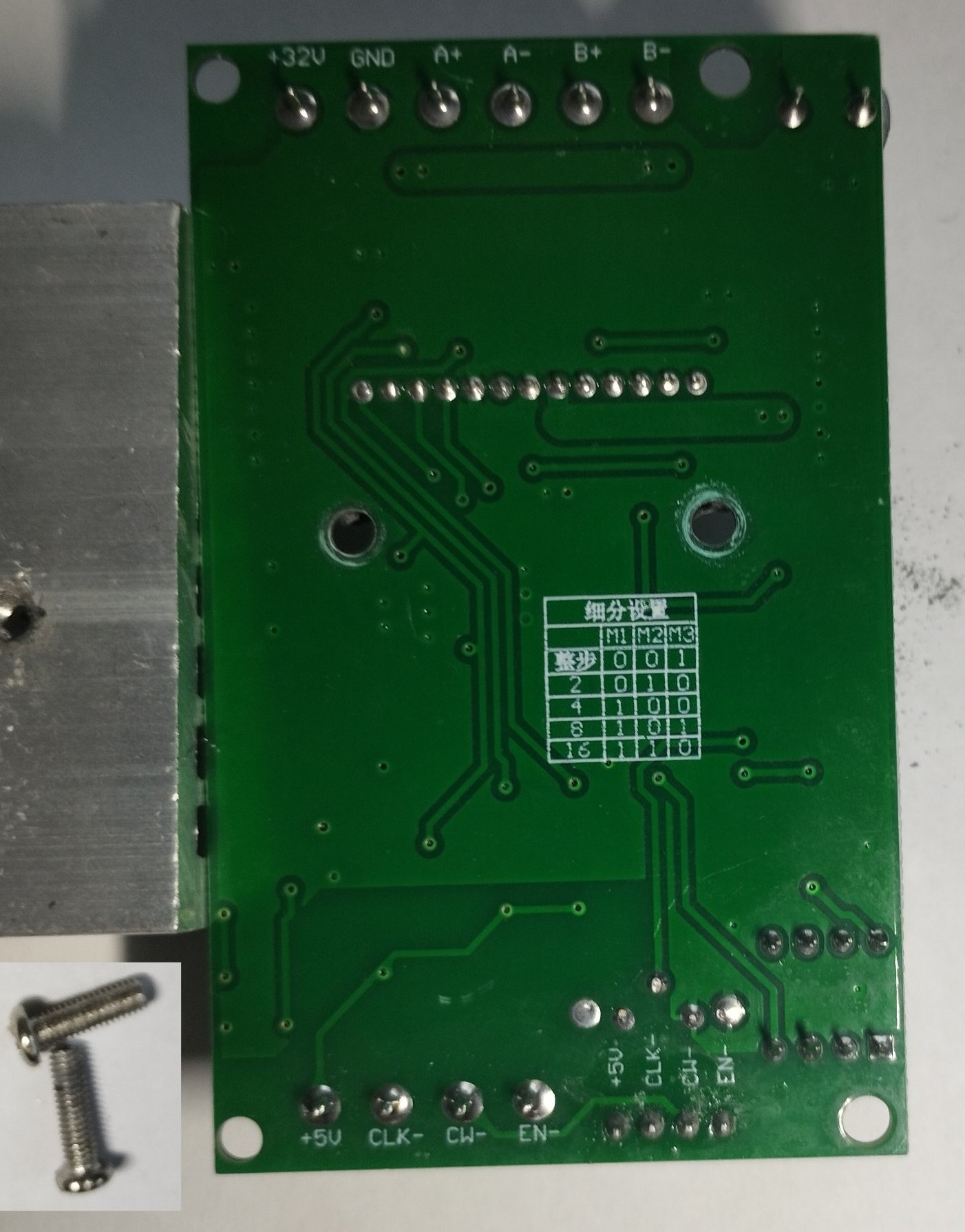 |
|
module TB6550 |
dip switch sur 100 soit 1/4 |
c'est une copie ! |
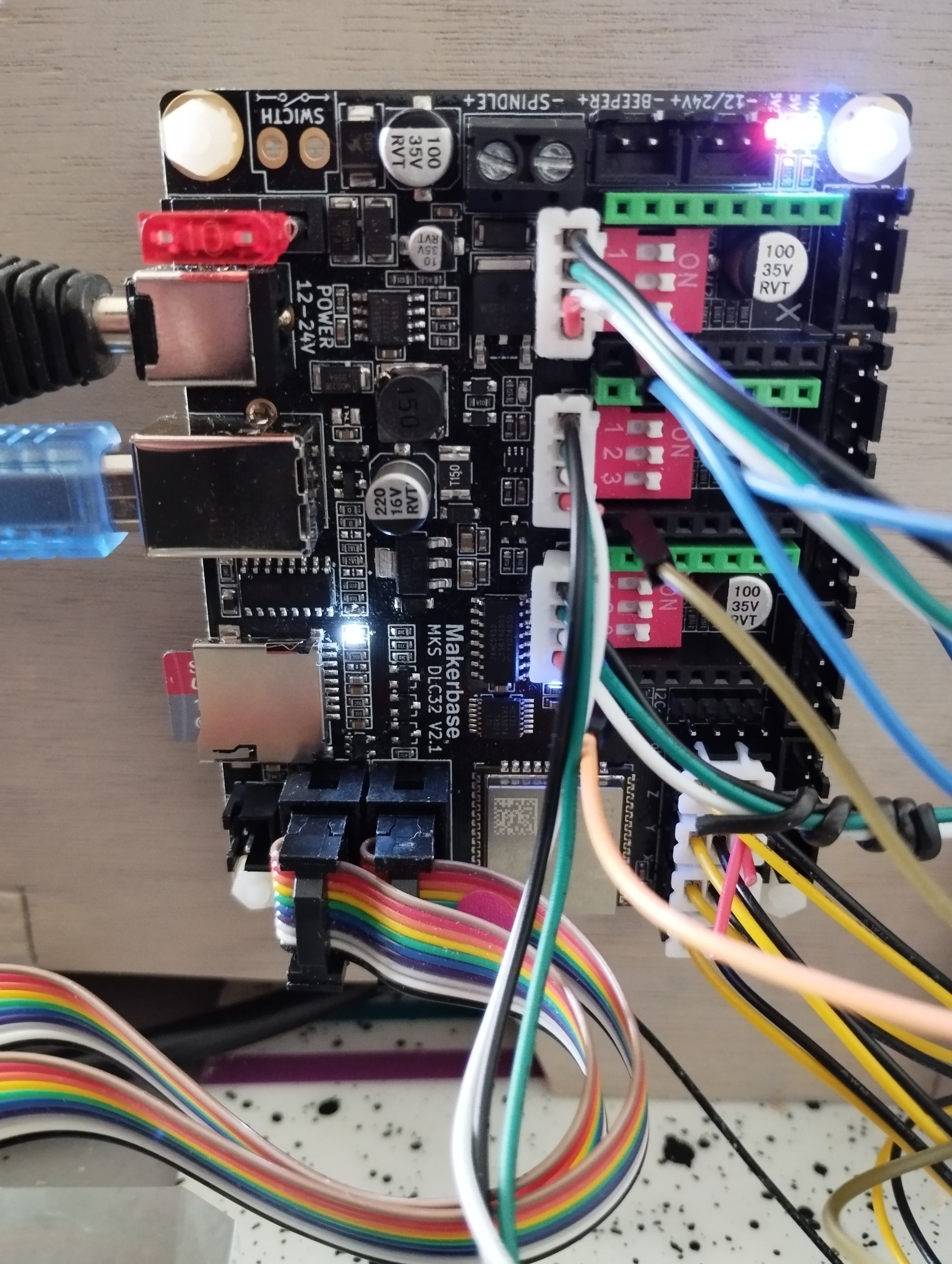
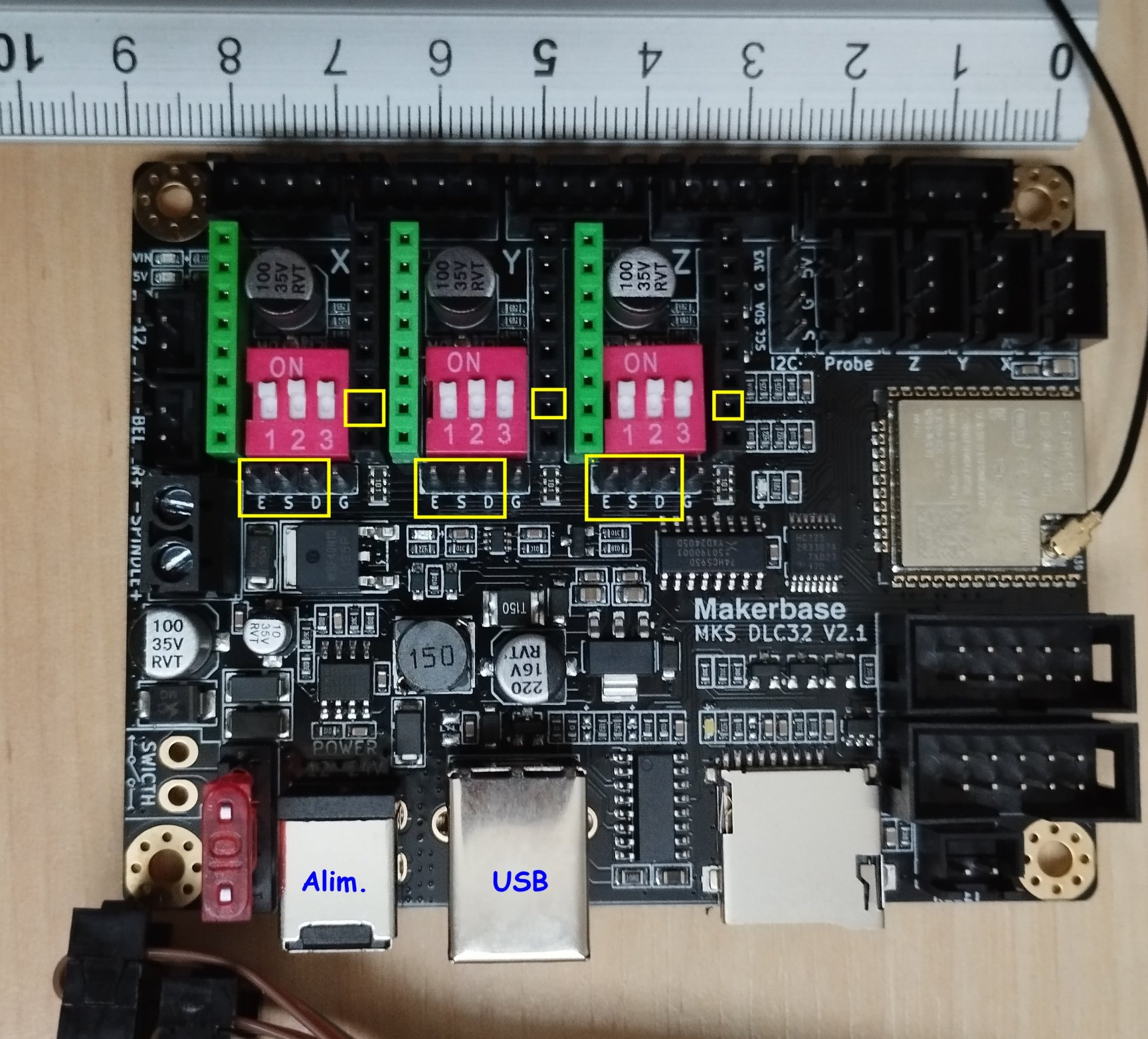
connection de la partie commande sur petit connecteur
blanc ou bornier !
codage du Dipswitch rouge : 1000 soit 4 et parametre $100,101 102
à 100.0 pour les 3 axes X,Y,Z
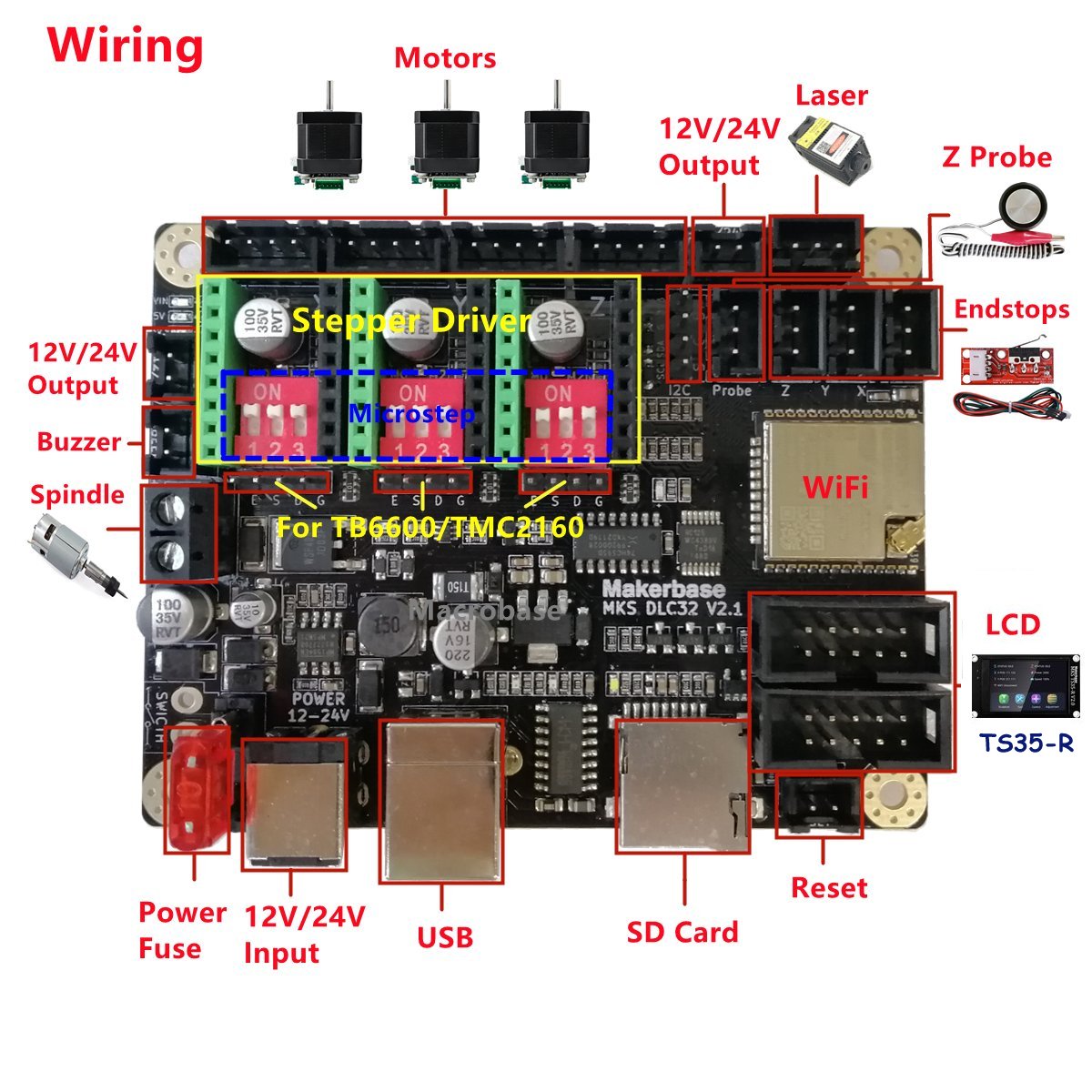
Driver TB6650 : Liaison Moteur , commandes
,Alimentation
Pas de driver montés sur cette carte ! car
externes pour Nema 23.
On utilise le connecteur male noir situé en dessous ...
ATTENTION : les
drivers TB6650 sont commendés par des pull-up .
.il faut donc connecter le +5V a
Le +5V est dispo sur la pin 2 du
connecteur vertical à droite du DIP switch Rouge 3 positions
Nota: Pas de point commun entre Alimentation 24V et carte
Makerbase !
car les commandes driver sont opto-isolées.
 |
 |
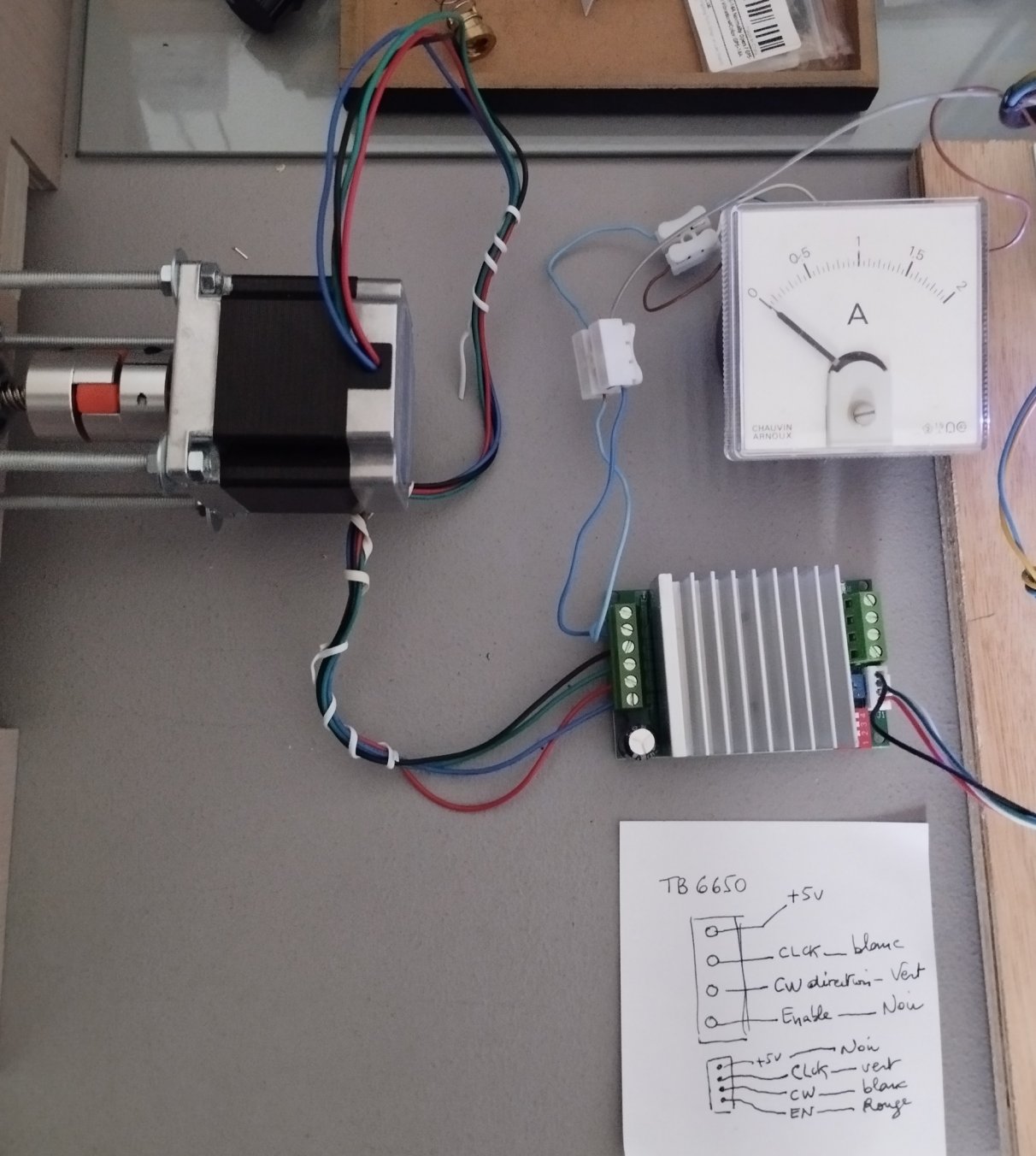
|
cablage provisoire pour tests de chaque moteur |
Liaison avec Makebase DLC ESP32 |
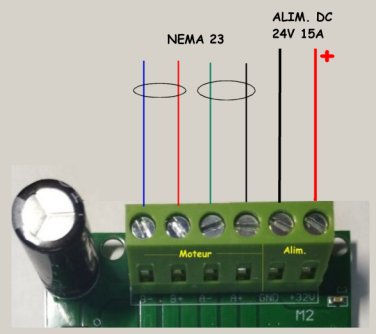
Liaison MOTOR et ALimentation 24V
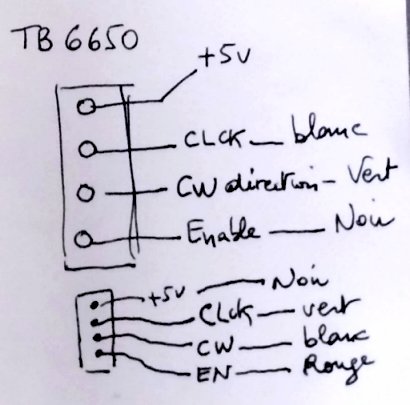
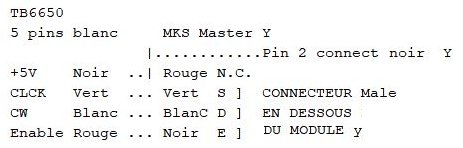
Cablage
final des commandes des 3 drivers TB6650
| liaisons entre MakerBase et bornier de commande TB6650 | vue Cablage Arriere |
| TB6650 cable FTP 4 paires dia 6mm BORNIER 1 +5V --------- paire Orange----- Sucre --- fil dupont male ------ Pin 2 connecteur support module driver BORNIER 2 CLCK Pulse - paire Vert ------- Sucre --- fil Vert du connecteur Blanc femelle--S Pulse BORNIER 3 CW direction--paire Bleue ------ Sucre --- fil blanc du connecteur Blanc femelle--D Direction BORNIER 4 Enable --------paire Marron ---- Sucre --- fil Noir du connecteur Blanc femelle--E Enable Les moteurs NEMA sont cablés direct sur bornier TB6550 avec leurs fils d'origine. |
 |
Connecteurs 4 pins Femelle Blanc avec 3
fils , sur embase male Makerbase
fil rouge Non Connecté.. car
necessite +5V
et non pas Gnd
Le +5V est
pris sur la 2em pin femelle du connecteur Noir (support de module driver).
 |
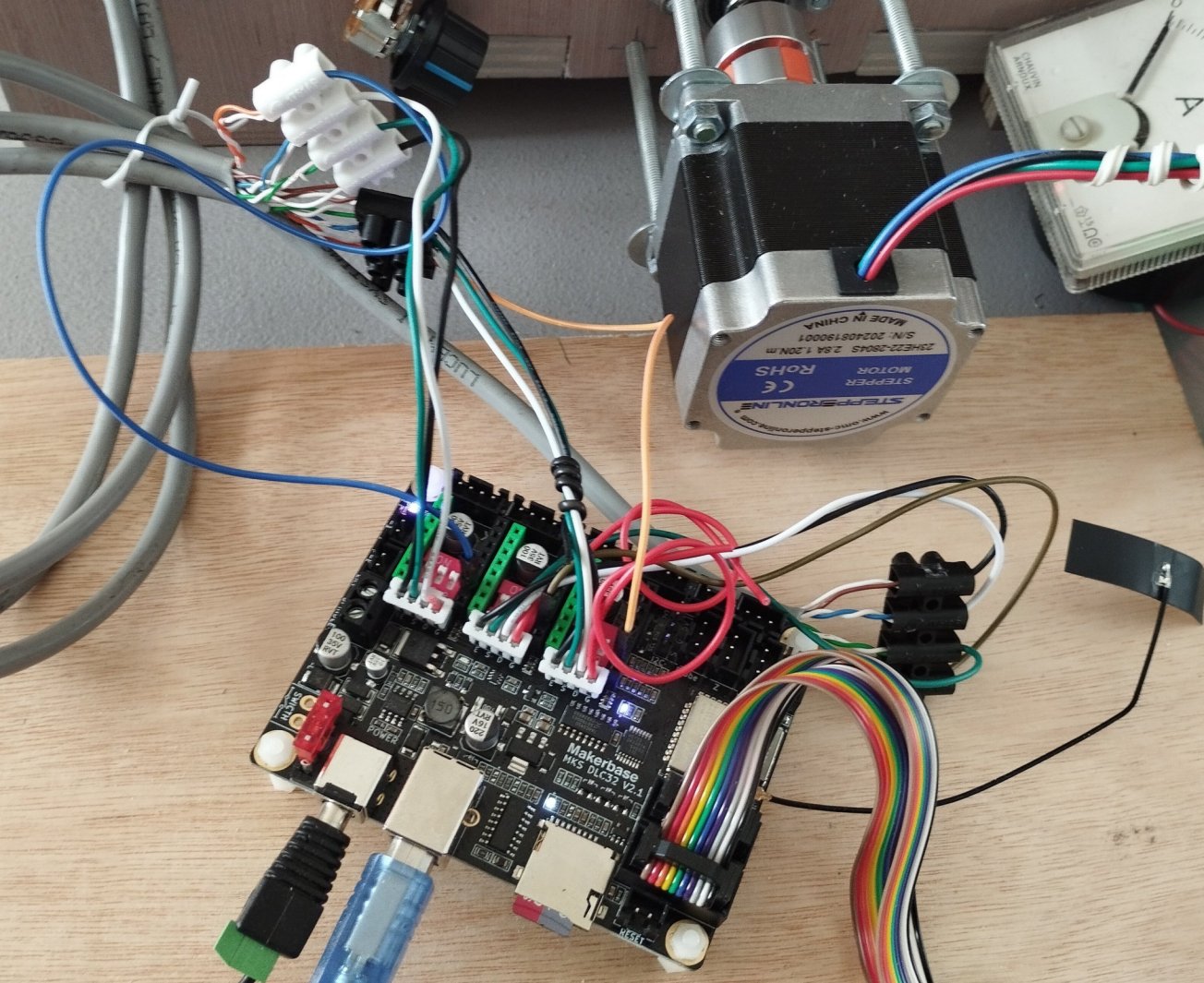 |
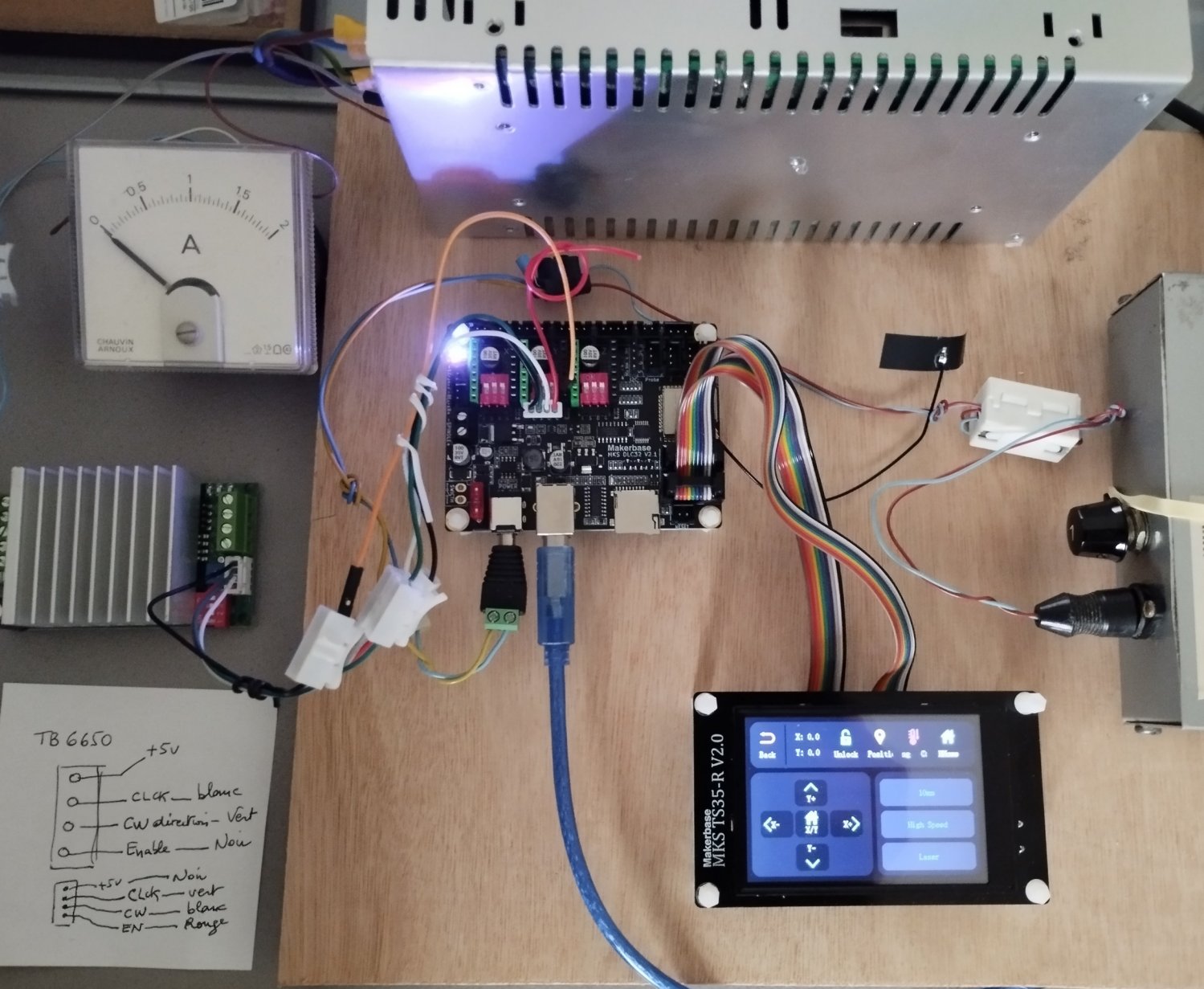
CARTE de commande GRBL32
Version avec ESP32
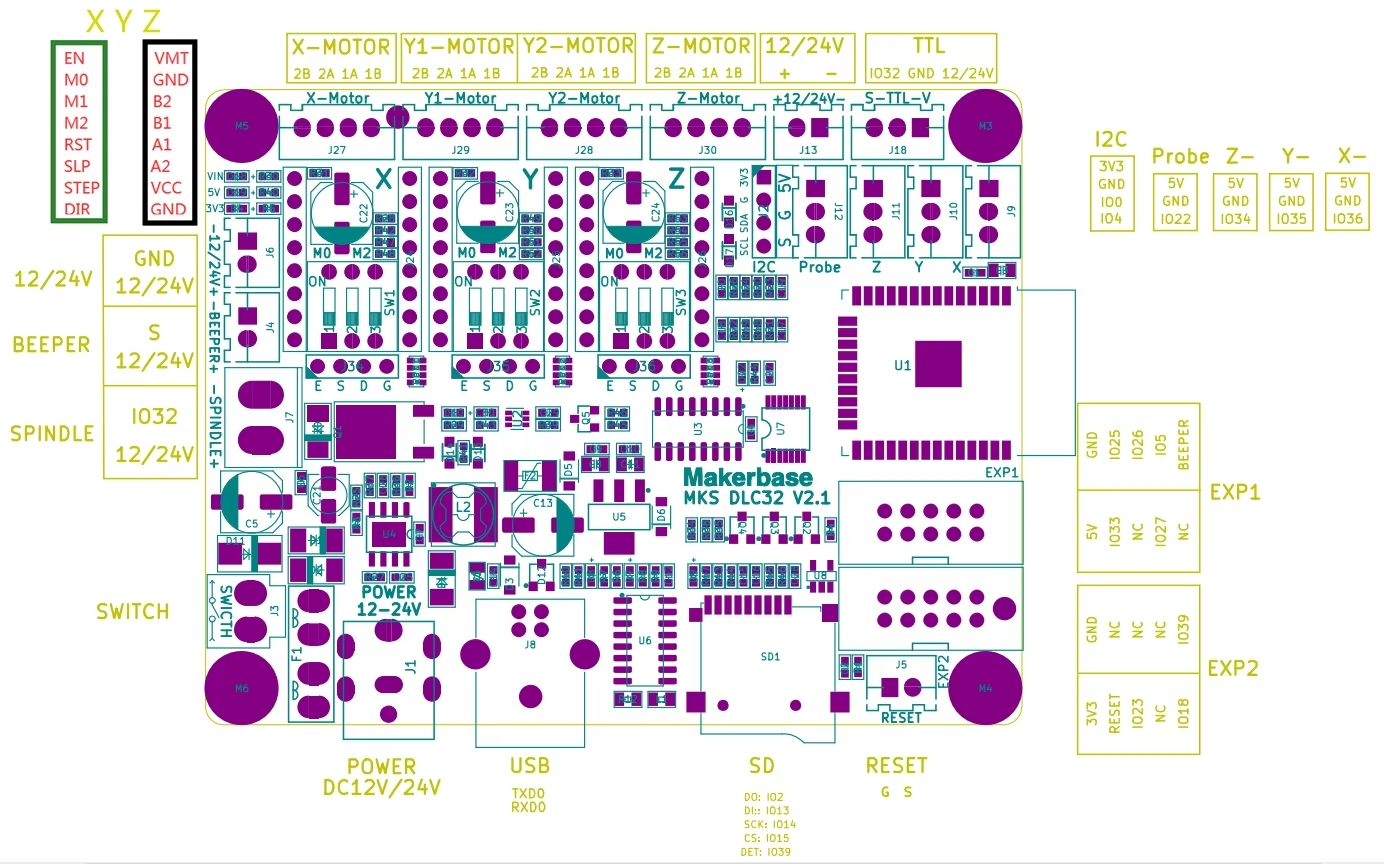
la doc : Makerbase MKS DLC32 V2.1 et TS35-R
ATTENTION :
For CNC, normal machine(For beta)
The firmware of MKS DLC32 has been burned with
laser normal machine before leaving the factory.
MKS ESP32 Download Tool is specially developed by MKS to simplify
the uploading operation.
It is recommended to use. For detailed usage, please refer
to this document
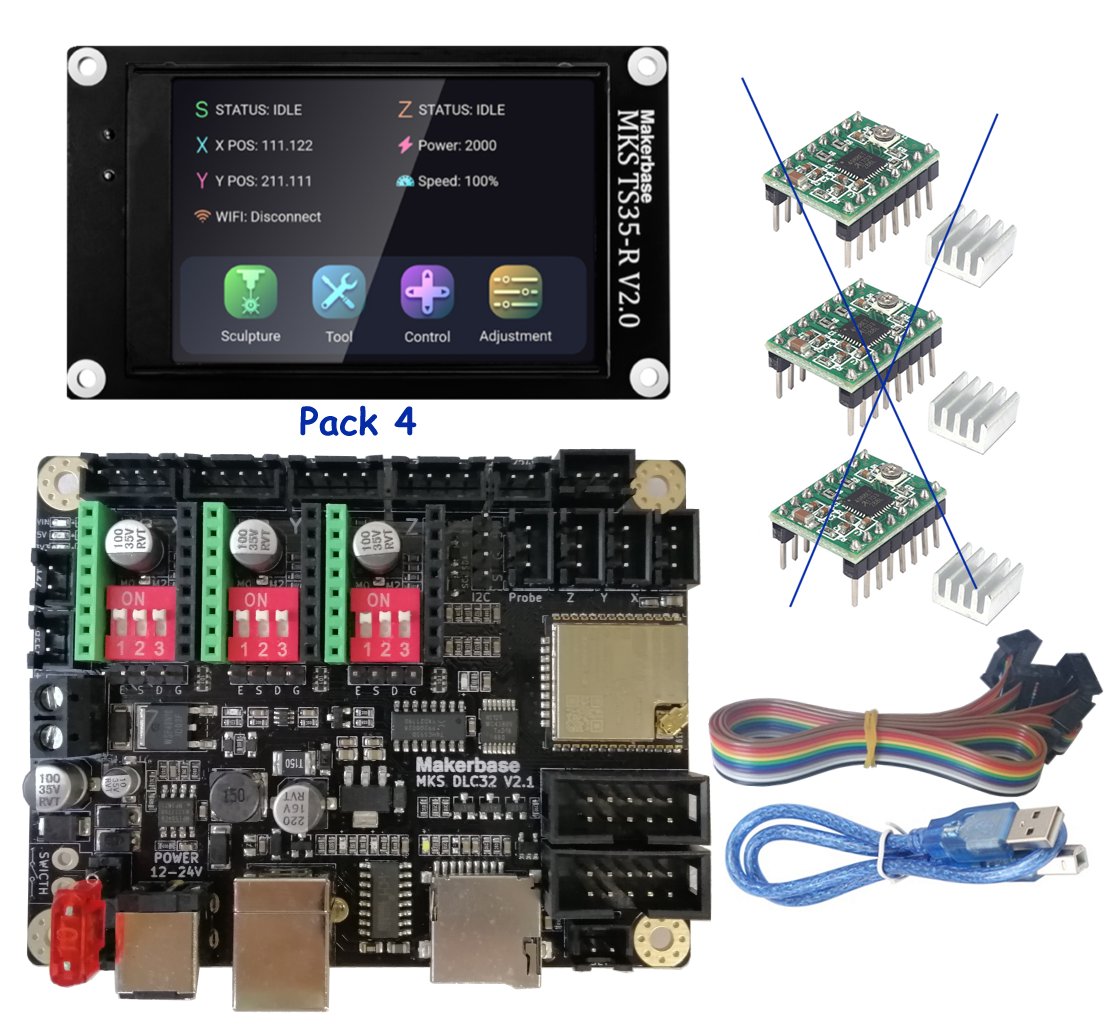 |
 |
 |
Pack4 |
interconnections |
implantation |
schema carte GRBL : MKS DLC32 V2.1_003
SCH.pdf
schema carte interface Graphique : MKS TS35-R V2.0_002
SCH.pdf
Carte MakerBase
 |
 |
| Photo carte Makerbase | Photo Back side |
Carte TS35-R
 |
 |
| Ecran TS35 ....diagonale 86mm | Ecran TS35 Back side |
Alimentation 12V , de la carte MakerBase :
via un bloc secteur 230V/ 12V 1A DC
cable sur ce connecteur adaptateur DIN/bornier
polarité + au centre.

ATTENTION :
For CNC, normal machine(For beta)
The firmware of MKS DLC32 has been burned with laser normal
machine before leaving the factory.
MKS ESP32 Download Tool
MKS ESP32 Download Tool is specially developed by MKS to simplify
the uploading operation.
It is recommended to use. For detailed usage, please refer to:https://github.com/makerbase-mks/MKS-DLC32/blob/main/doc/
DLC Firmware Programming Instructions.pdf
le TS35-R affiche alors LASER au
demarrage
La commande Z n'est pas disponible
sur le TS35
par contre , elle l'est via l'UI WIFI page ESP32-WEB
on a acces à tout aussi,via un terminal PC en connection USB
MakerBase et TS35 en mode commandes
directes
10/11/2024
Hardware configuration :
 |
 |
Moteur Nema23 table Y |
MakerBase cdes directes axe Y ,via ecran TS35 |
Parametrage Usine : Makerbase_GRBL_param_usine_2024-10.txt
pour test déplacement moteur AXE Y
08/11/2024
1er Test Moteur Nema 23 sur table Y
cde directe depuis TS35
I repos= 0,8A
action : courant tombe à zero !!.pas de mouvement d'avance
moteur
le EN doit etre à l'envers ..0
Le fait que les commandes driver TB6550 soient referencées au +5V
, au lieu du GND
cela implique de modifier/inverser les parametres
pour cela :
Usage du PC terminal YAT sur liaison USB (com3)
ets Jun 8 2016 00:22:57
rst:0x1 (POWERON_RESET),boot:0x1b (SPI_FAST_FLASH_BOOT)
configsip: 0, SPIWP:0xee
clk_drv:0x00,q_drv:0x00,d_drv:0x00,cs0_drv:0x00,hd_drv:0x00,wp_drv:0x00
mode:DIO, clock div:1
load:0x3fff0018,len:4
load:0x3fff001c,len:1216
ho 0 tail 12 room 4
load:0x40078000,len:10944
load:0x40080400,len:6388
entry 0x400806b4
E (49) efuse: Range of data does not match the coding scheme
[MSG:Using machine:MKS DLC32]
Grbl 1.1h ['$' for help]
[MSG:'$H'|'$X' to unlock]
[MSG:Caution: Unlocked]
$i
[PRODUCER:MKS DLC32]
[V2.30(8M.H35.20231206)]
[VER:1.1h.2023120602:]
[OPT:VMPH,63,512]
[MSG:Using machine:MKS DLC32]
[MSG:No Wifi]
ok
ok
$2
$2=0
ok
ok
$2=7 ..........................$Stepper/StepInvert
ok
ok
$3=7.......................... $Stepper/DirInvert
ok
ok
$4
$4=0
ok
ok
$4=1........................... $Stepper/EnableInvert
ok
ok
$$
$0=6
$1=25
$2=7
$3=7
$4=1
---------------------
Liste des commandes : Makerbase_GRBL_Liste_des_parametres_2024-10.txt
uage de YAT terminal via
connection USB (COM3 virtuel )
re-test table Y apres modif des parametres
alim 24V ON
alim Makerbase en 12V
I repos=0 ! ..OK ! serie de puklse (I=0.8A) puis 0 ....OK
cde via panneau CONTROL du TS35-R
Y+ .. deplacement vers le fond ..à
l'envers !
$3
$3=7
ok
Modif :
$3=5
ok
Reset
inversion sens deplacement Y
Y+ deplacement coté opposé au moteur sur 40mm .OK
Y - deplacement vers le fond ..position garage ..OK
Test liaison MakerBase USB et Terminal
sur Phone Altice S62
Alimenter Makerbase
Relier cordon USB au Phone via adaptater USB
Sur le PHone lancer l'application Serial USB Terminal
il voit l'interface USB CH340G
click sur Connecter
.... puis faire un Reset sur Makerbase
S62 affiche alors ceci (capture d'écran du phone) :
OK !!!
Testé OK, aussi sur PC Portable ASPIRE 515 sous WIN10 , en ayant
chargé et installé préalablement
le driver USB CH34x_Install_Windows_v3_4.zip
Config via outil MakerLaser :
voir D:\_CNC\MKSLaserTool\ MKSLaserToolV2.04.exe
fichier de Config :
MKSConfig_2024-111.nc
MKS ESP32 Download Tool pour le modifier ou charger dans l'ESP32
ou alors, simplement via YAT terminal...
Config HOME (acces via TS35-R) pour retour sur
switch limits ...
position à revoir pour sens Y ..part devant au lieu de au fond
...
Modif via MKSLaserToolV2.04.exe
valeur en cours :
$23 5 Homing direction invert mask Homing
searches for a switch in the positive direction. Set axis bit (00000ZYX)
to search in negative direction.
write => message d'erreur
$110 doit etre entre 0 et 10000
$110 was 10200 par
défaut
=> Modif :
$110=10000 ..........mm/min
$111=10000
write succes
cde HOME sur TS35 --> sens
OK pour table Y
export :
MKSConfig_2024-1106.nc
Configuration WIFI sur
MakerBase
 |
version 2023 LASER ! |
On est ,ici , en mode AP ,
on peut basculer en mode STA( station) via l'icone present en
haut à droite

2 modes , uniquement en version
LASER
Mode AP :
$ESP105
$ESP105=Ma_CNC
ok
Mode STA :
$ESP100
$ESP100=RedmiNote11
ok
$ESP110 mode Radio
ne modifie pas le mode .. ce serait
plutot un Status ?
par contre
$50 Wifi mode permet le choix
$50=1
ok
ok
faire un RESET pour prise en compte !
$50
$50=0
ok
ok
WIFI
..OK
repropose le mode AP et en option le mode STA (icone)
Mode AP
affichage sur PC ASUS :
Ma_CNC33876 sur 192.168.4.1
..OK
Attention : uniquement VERSION
LASER avec Z
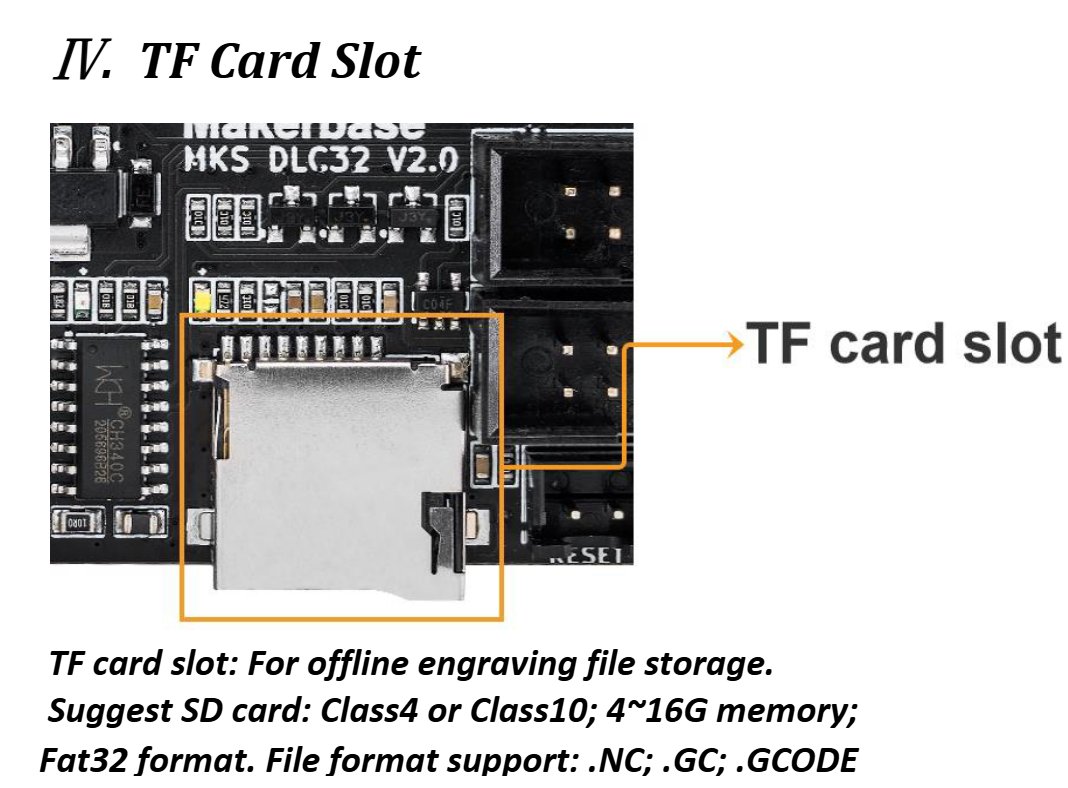
Carte SD sur MakerBase DLC 32
1er test avec SDcard de 64Gb ... bad , trop grande taille et trop
rescente (formatée en Ex_Fat)
Rappel :
Dans le cas d’une carte mémoire ou d’une clé USB de
grande capacité,
voire d’un disque dur externe, l’option « FAT32 » n’est
pas disponible.
Celle-ci est remplacée par exFAT (Extended File Allocation Table,
voir Wikipedia), aussi compatible Linux et Mac. La procédure
reste la même que ci-dessus.
Usage d'une mini Scandisk 16Gb
sur mon PC, re-formatée en FAT32) :
espace utilisé 16Ko
espace libre 14,8Go
copier D:\_CNC\_MKSLaserTool\MKSConfig_2034-1119.nc -> SDcard
-> MKSConf.nc
ejecter USB SDCARD
 |
mini Sdcard 16Go FAT32 |
inséré SDCARD 16Gb FAT32 sur carte Makerbase
sur écran TS35-R
-> choix -> Engraving
apparait SDCARD -> icone fichier :MksConfig.nc
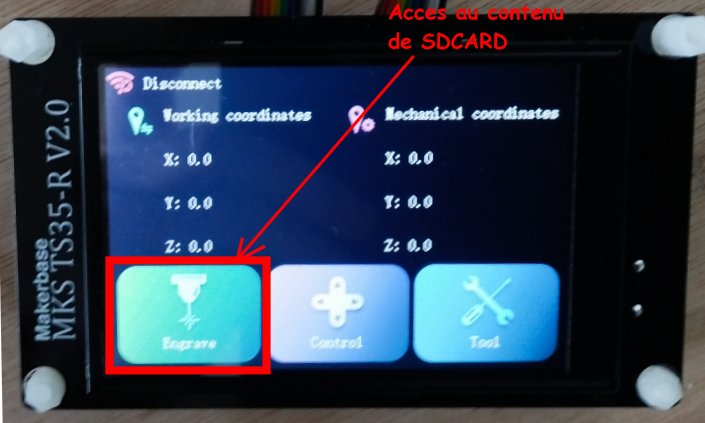 |
 |
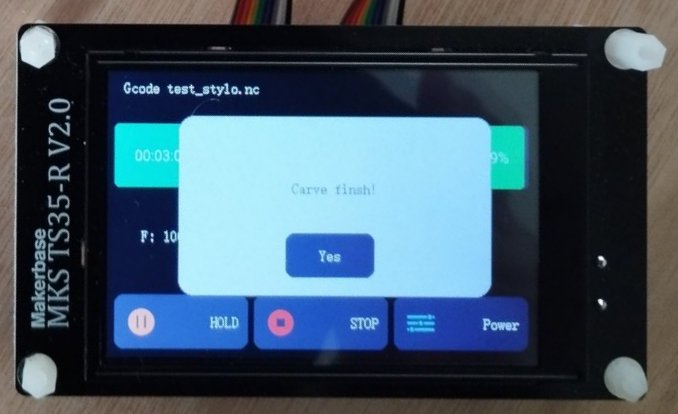 |
Acces au contenu SDCARD |
choix des fichiers sur Sdcard |
fin d'execution du Gcode |
commande YAT terminal pour iste des fichiers contenus sur la
carte
$SD/list
[FILE:/MKSConf.nc|SIZE:1148]
[FILE:/smile.nc|SIZE:7927]
[FILE:/Gcode test_stylo.nc|SIZE:3245]
[SD Free:14.80 GB Used:40.00 KB Total:14.80 GB]
ok
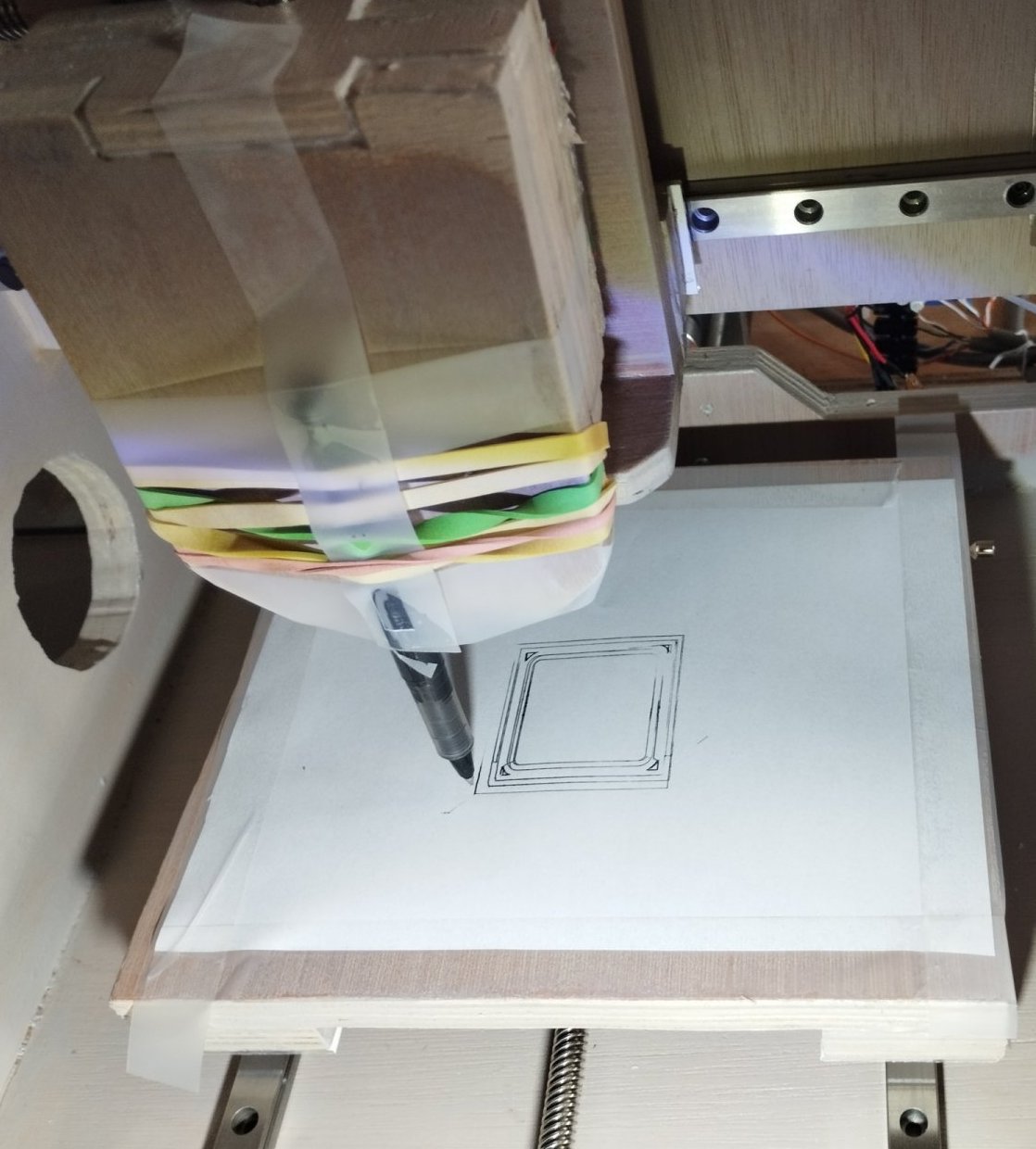
Tests fichiers GCode , avec Stylo
(Stylo feutre à la place du moteur Spindle)
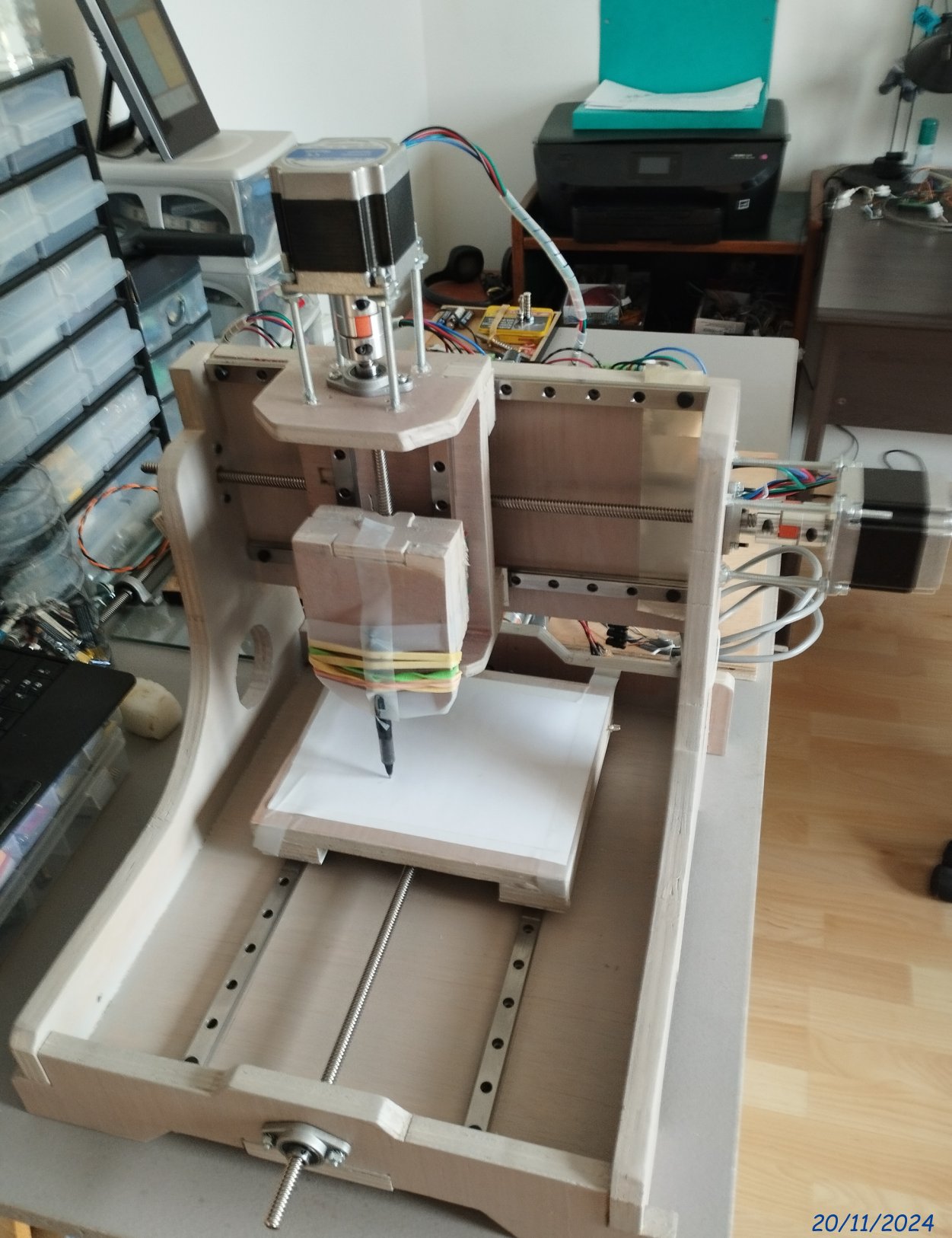 |
Vu montage de test avec Stylo |
Le stylo est maintenu simplement par des elastiques et un bout
de scotch...
1er TEST
18/11/2024
1er text XY Smile.nc
avec feutre et SANS le Z!
deplacement x,y au centre manuellement avant Power ON alim.24V
lancement Makerbase (Power 12V ON)
lancement Lasergrbl : COM3 sur port USB
connection OK
test placement origine ..OK
Chargement smile.nc ..OK
lancement
il n'y a ,bien sur pas de gestion du Z , pas de soulevement du
stylo entre les differentes etapes ..
Le resultat :
Le cercle est déja OK !
il y a plusieurs passage sur le sourire ? because Laser ou
épaisseur de trait ?
il me semble qu'il y a un cafouillage pour l'oeil gauche ?
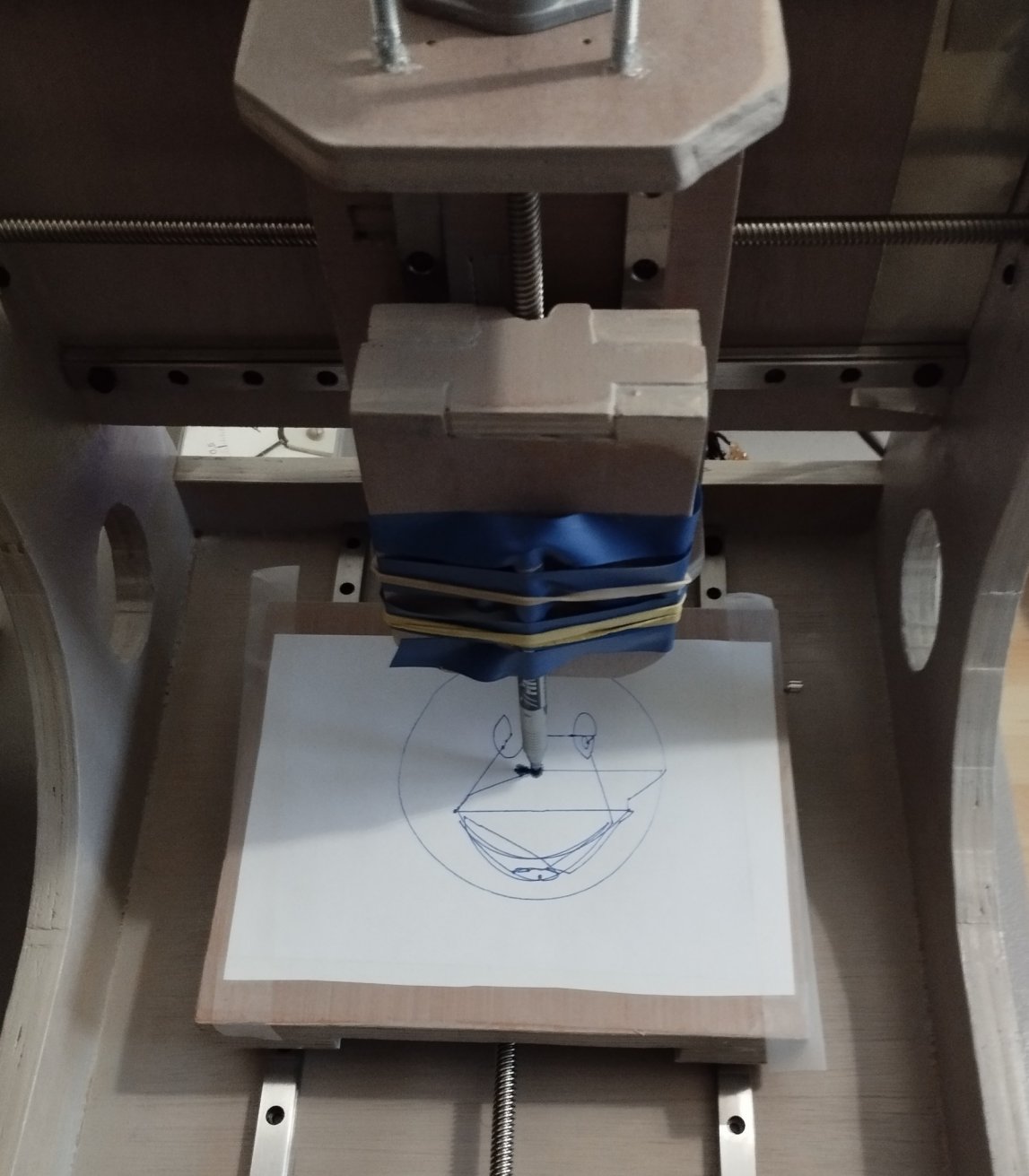 |
 |
runing smile.nc |
Logiciel Lasergrbl |
2em Test_Gcode test_stylo.ngc_20241120
avec envoi fichier SDCARD sur TS35-R
avec stylo bille noir , et gestion du Z (position stylo)
 |
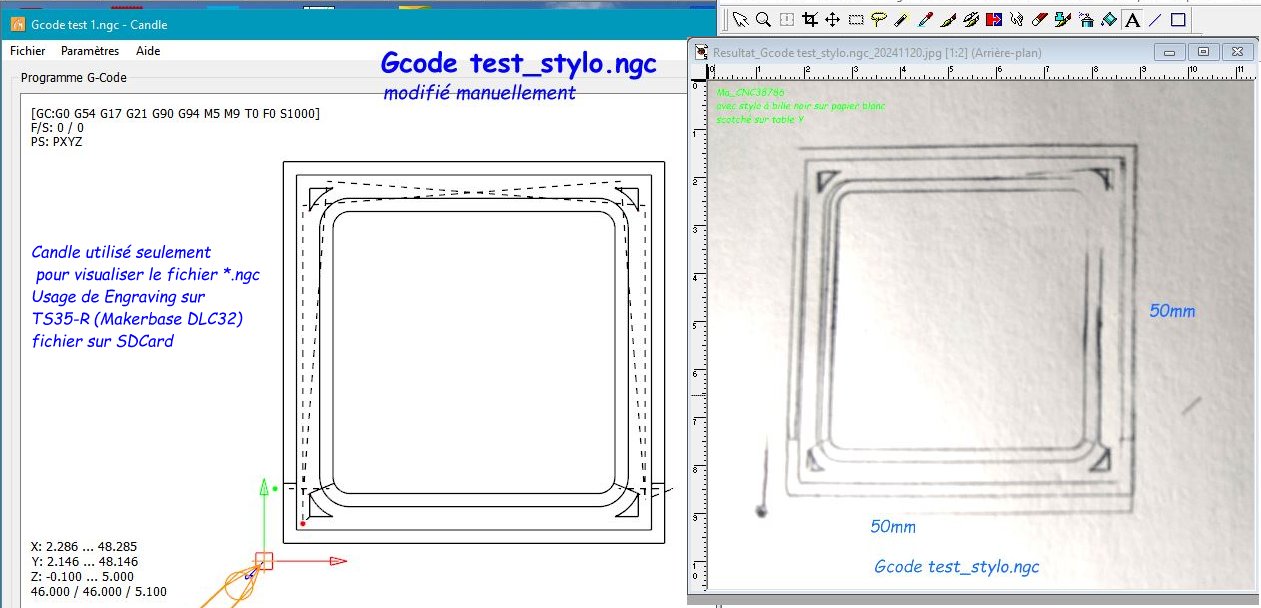 |
| Gravage Test_stylo.ngc | prevision Gcode--> et Resultat obtenu |
Gcode
test_stylo.ngc
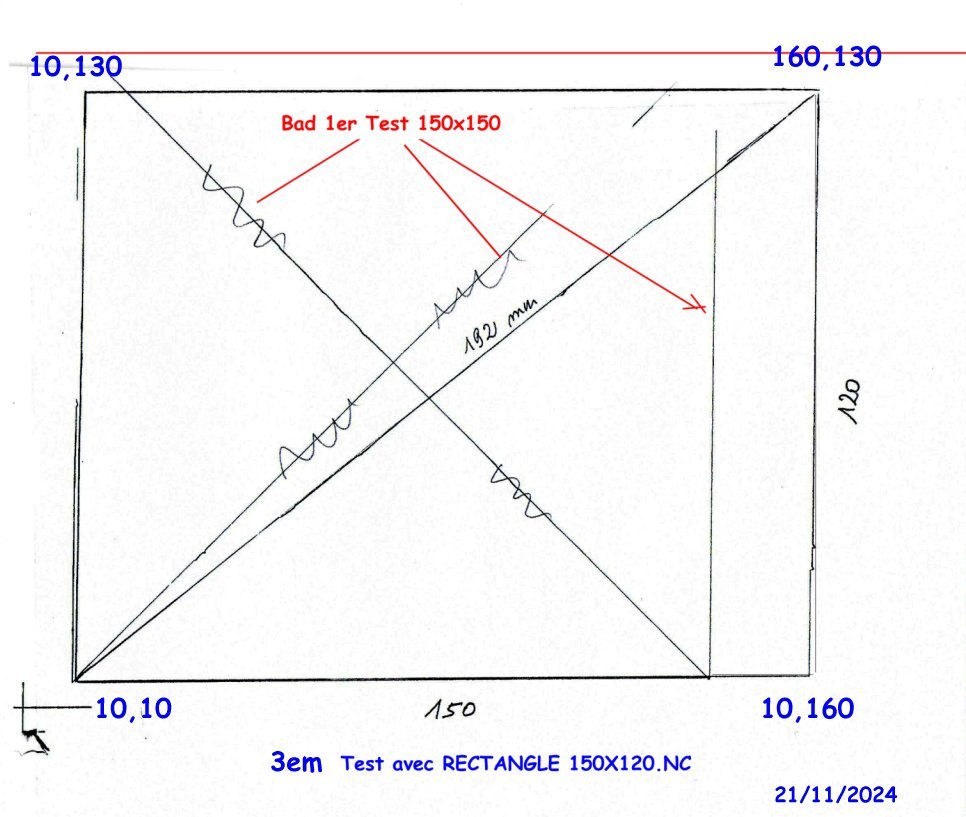
3em Test Rectangle
avec stylo pointe bille, et gestion du Z
un pre-test avec un Gcode pour Carré_150x150.nc a échoué :
..le stylo dépassant le bord de la table Y
Cause : la course sens Y est réduite du fait de l'usage d'un
stylo plaqué sur la table Z ,
au lieu du moteur Spindle, qui deporte alors la pointe de fraise
de -30mm. sens Y.
Rectangle 150x120 et diagonale ..avec gestion Z (position
stylo)
avec logiciel Candle.
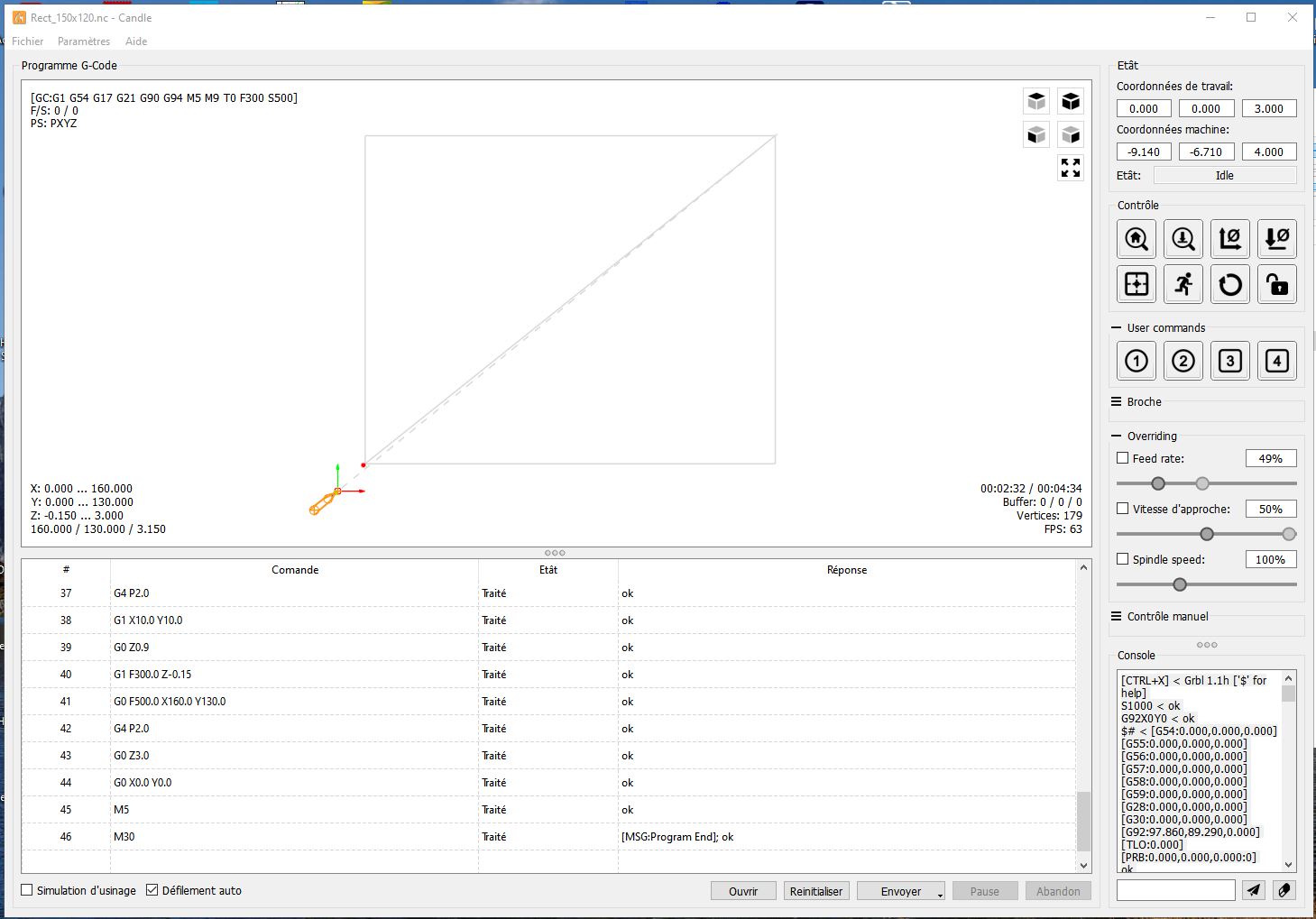 |
 |
usage de Candle 1.17 |
Resultat obtenu |
fichier Gcode pour ce test :
Rect_150x120_ok.nc
mesures sur le tracé 150x120 mm ..OK
et diagonale = 192mm
Position Origine Machine (POM)
document TEST POM ( Homing Setting)
Traduction partielle du document original
ou en V.O. et pdf : Setting Up Limit Homing Switch
TEST (POM) sur axe Y
Test sur AXE Y seulement
..car FDC ILS X et Z pas encore installés..
voir CNC_Homing_Y_test_2024-1216.txt
pour les details..
rappel : montage ILS Y
Usage principalement du terminal YAT (connecté via USB; port COM12
virtuel)
Nota : la plupart des parametres sont aussi accessible/modifiable
avec une syntaxe litérale
bien plus explicite qu'un simple numéro de parametre
Principales modifs de parametres réalisées pour ce test
:
$Homing/Cycle0=Y uniquement axe Y
$21=1 Ativation FDC
$25=400.000 vitesse recherche FDC
$Homing/Seek=400
$26=150 modif vitesse recherche FDC
$Homing/Feed=150
$27=4.0 hystereis retour normal du FDC (en mm)
$23=2 Modif sens deplacement Y ( mask 0 à 7)
$Homing/DirInvert=Y
$Homing/enable=On
recapitulatif Homming ( Y seul pour l'instant)
$Homing
$Homing/Cycle0=Y
$Homing/Cycle1=
$Homing/Cycle2=
$Homing/Cycle3=
$Homing/Cycle4=
$Homing/Cycle5=
$Homing/Enable=On
$Homing/DirInvert=Y
$Homing/Squared=
$Homing/Feed=150.000
$Homing/Seek=150.000
$Homing/Debounce=200.000
$Homing/Pulloff=4.000
ok
Pour ce test,toujours etre pret à couper l'alim générale 24 V
!
Lancement commande Homing pour axe Y via Terminal YAT
$HY
... déroulement :
1)la table s'approche vers l'ARRiere (coté moteur) à
relativaement Grande vitesse
Atteint le FDC ILS Y , s'arrete,
2) retourne en AVant de 4mm pour echapper le FDC , s'arrete
3) puis retourne en ARRiere à petite vitesse ! pour re-detecter
précisément la position du FDC ILS
s'arrete et
4) retourne en Avant pour échapper le FDC ...
car si on reste sur le FDC fermé.....plus de mouvement Y!
1 ------------------GV--------->Y
.......................2<---------GV--Y
.......................3-.....PV.........>Y'
.......................4<--------GV---Y'
avec Y' = Y POM
voir la video associée à ce test
CNC_POM_Y.webm
TEST (POM) sur axe Z
Test sur AXE Z seulement
.!...
$HZ
ok
ok
test OK .. position à 10mm de la butéé bati
..OK pour moi!
TEST (POM) sur axe X
Test sur AXE X seulement
.!...
$HX
..part à l'envers ..coté
moteur
Rappel : pour ce genre de 1er test ..toujours se tenir pret à
couper l'alim 24V DC ...
=> inverser sens homing X
état actuel :
[MSG:Caution: Unlocked]
$23
$23=2
ok
ok
$Homing/DirInvert
$Homing/DirInvert=Y
ok
ok
---- modif sens Homing X ---------------
$Homing/DirInvert=YX
ok
ok
--verif---
$Homing/DirInvert
$Homing/DirInvert=XY
ok
ok
---------
2em test Homing X
$HX
ok
Homing X ..position à 20mm du bati
..OK
un peu loin ..mais à revoir peut etre plus tard !
Test etats des FDC ILS
?
<Idle|MPos:0.000,0.000,0.000|FS:0,0|Pn:P|WCO:0.000,0.000,0.000>
ok
AUCUN FDC ILS actionné ..OK
Machine CNC en P.O.M.
suite remplacement ILS X par un microswitch ... refait le POM X
nouveau positionnement Homing X ..position
à 12mm du bati ..OK
TEST HOMING General
TEST HOMING les axes X,Y,Z sont deplacé de quelques cm , loin des fdc ILS ...pour pouvoir bien visualiser l'effet du homing * mise sous tension MakerBase * Alim 24Vsur ON rien ne se passe... Lancement commande generale Homing $H ok ... seul l'axe Y a fait son Homing .. ok $Homing $Homing/Cycle0=Y $Homing/Cycle1= $Homing/Cycle2= $Homing/Cycle3= $Homing/Cycle4= $Homing/Cycle5= $Homing/Enable=On $Homing/DirInvert=XY $Homing/Squared= $Homing/Feed=150.000 $Homing/Seek=400.000 $Homing/Debounce=200.000 $Homing/Pulloff=4.000 ok ok ..normal ,car seul Y etait actif => modification pour rajout Z et X $Homing.Cycle0=Z error:3 <-- erreur de syntaxe ok $Homing/Cycle0=Z ok ok $Homing/Cycle1=Y ok ok $Homing/Cycle2=X ok ok --- verification parametrage Homing ----- ok $Homing $Homing/Cycle0=Z $Homing/Cycle1=Y $Homing/Cycle2=X $Homing/Cycle3= $Homing/Cycle4= $Homing/Cycle5= $Homing/Enable=On $Homing/DirInvert=XY $Homing/Squared= $Homing/Feed=200.000 $Homing/Seek=400.000 $Homing/Debounce=200.000 $Homing/Pulloff=4.000 ok --- remis axe Y loin du fdc pour nouvel essai Homing General $H ... OK .. les 3 axes se sont bien recalés en position POM en commencant par le Z, puis Y et le X |
 |
log terminal YAT... avec commentaires |
copie ecran terminal YAT |
Pose d'un Repere HOMING XY sur la table Y
je passe en WIFI , pour avoir les commandes manuelle du Z
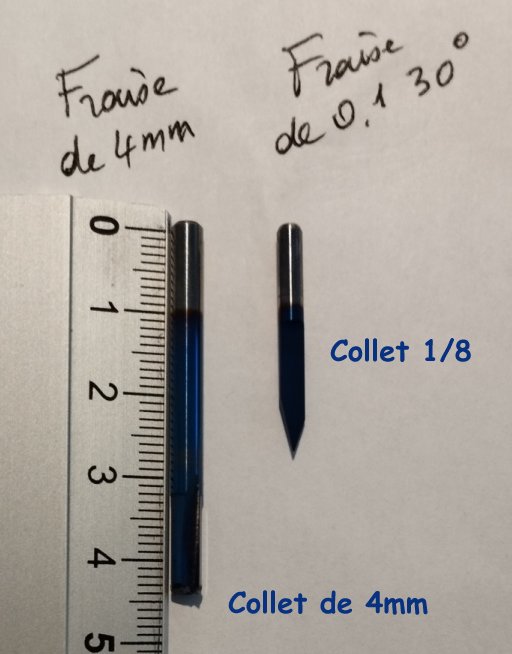
( car il n'y en a pas sur l'ecran TC35 !
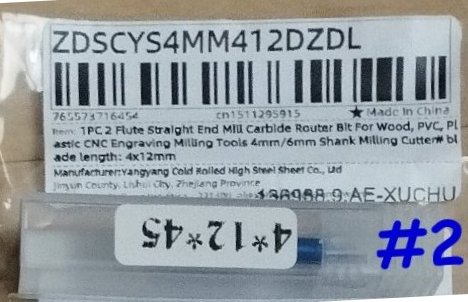
je mets une fraise de 4mm ( necessite aussi, de remplacer le
collet ar un 4mm !) au bout du mandrin ER11A
pour marquer , par un trou sur la table Y, le point de repere POM
XY
PC Win10 parametres Reseaux WIFI MA_CNC33876 .. se connecter
connection sur 192.168.4.1 ESP32-WEB
SANS Toucher aux positions X et Y , descente Z à RAZ la table Y
et perçage sur -1mm
perçage = POM rond rouge de dia 4mm en x=12mm , Y =8mm
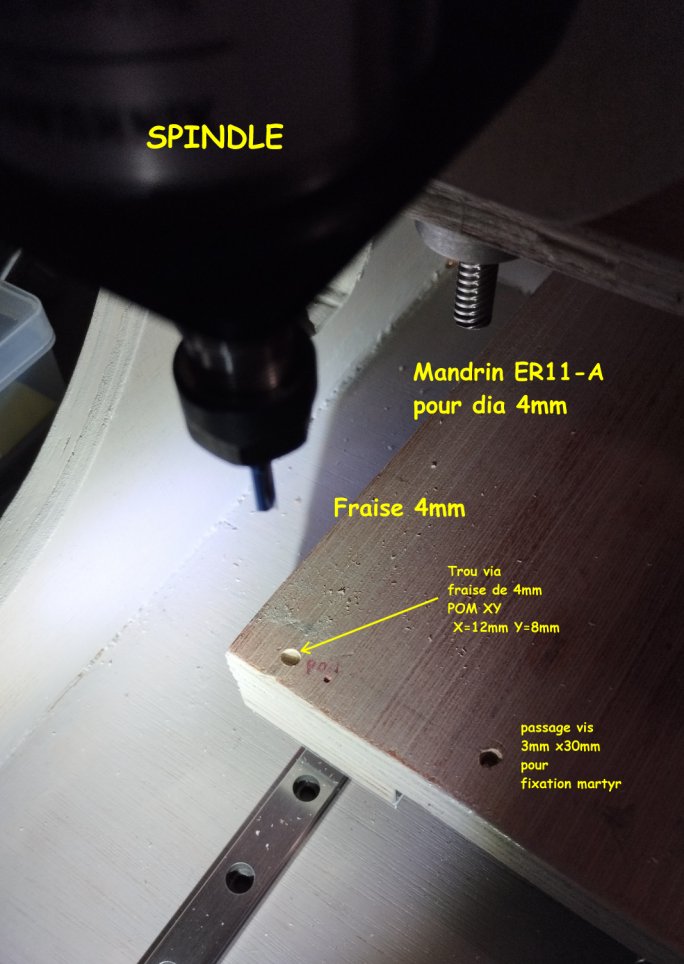
retour Homming Z via
commande $HZ => OK
et retrait de la fraise
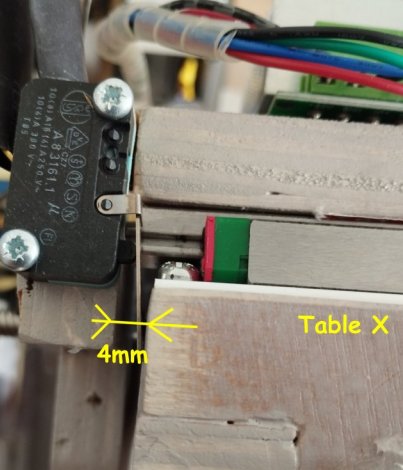
Test positions extremes déplacement sens
X , sur la table Y
On ne peut pas SORTIR des bords de table ! ( trop large 200 au
lieu de 190mm)
Largeur bati=300 largeur table Z=110mm ..reste 190mm.
 |
 |
| Position Fraise extreme Gauche | Position Fraise extreme Droite |
Necessite donc de couper les martyr à 190x170 au lieu de 200x170
Modification Firmware : pour version CNC
(09/01/2025)
usage de MKS Laser Tool V2.0.4
Sauvegarde des parametres sur mini SDCard ( lecteur TnBD SDCard
sur port USB du PC)
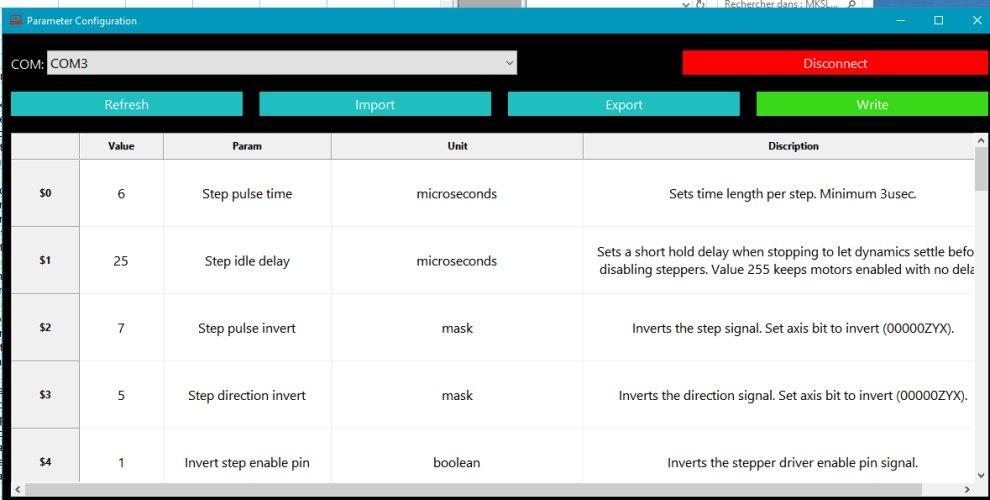
Parameter Configuration
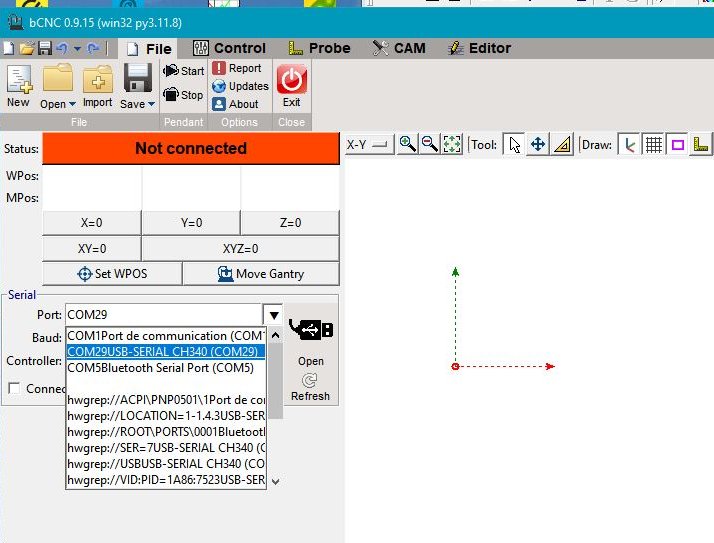
COM29
...Connect
refresh
export -> MKSConfig.nc
et copie du fichier sur SDCARD
----------------
Modification FIRMWARE Makerbase et TS35
choix sur MKS Laser Tool V2.0.4
MKS ESP32 Download Tool pour uploader le fichier bin
pour version CNC au lieu de LASER
Programme binaire dispo sur
https://github.com/makerbase-mks/MKS-DLC32/tree/main/MKS-DLC32-main/firmware/TS35/CNC/Normal/Board_v2.0
D:\_CNC\_Logiciel\MKS-DLC32-main\firmware\TS35\CNC\Normal\Board_v2.0
V2.1.0_H35_20220526_02_N_CNC.bin
parametres ..idem que sur document : DLC32 Firmware
Programming Instructions.pdf
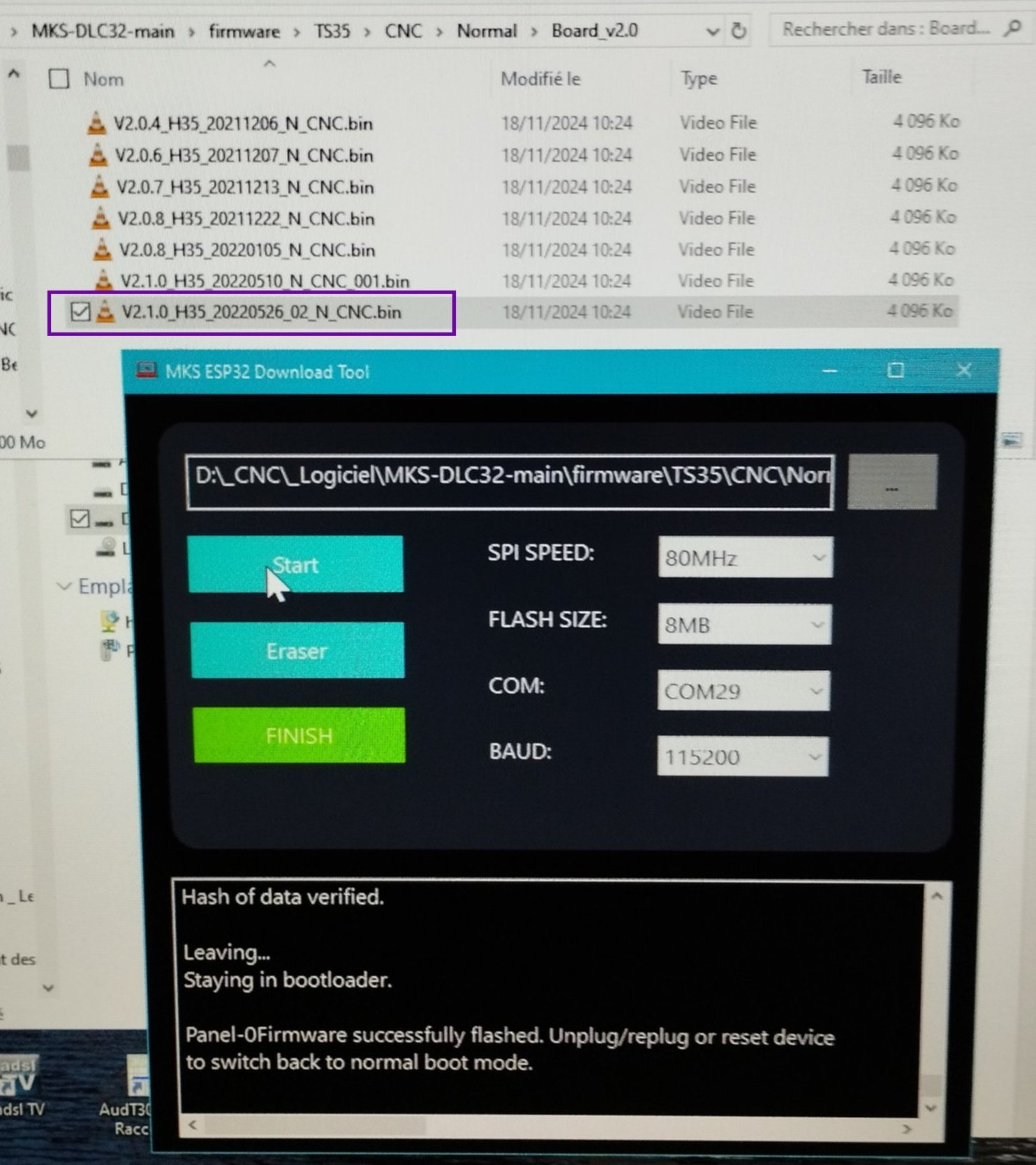 |
| Upload OK |
no problemo..
TS35 : nouvelle presentation et écrans
Ecran affiche maintenant CNC au lieu de Laser
 |
 |
| Apres Power OFF ..Power ON .. | nouveau messages de login |
La commande Z est maintenant présente sur l'ecran TS35...
ainsi que le Z probe ( et parametre $46 !)
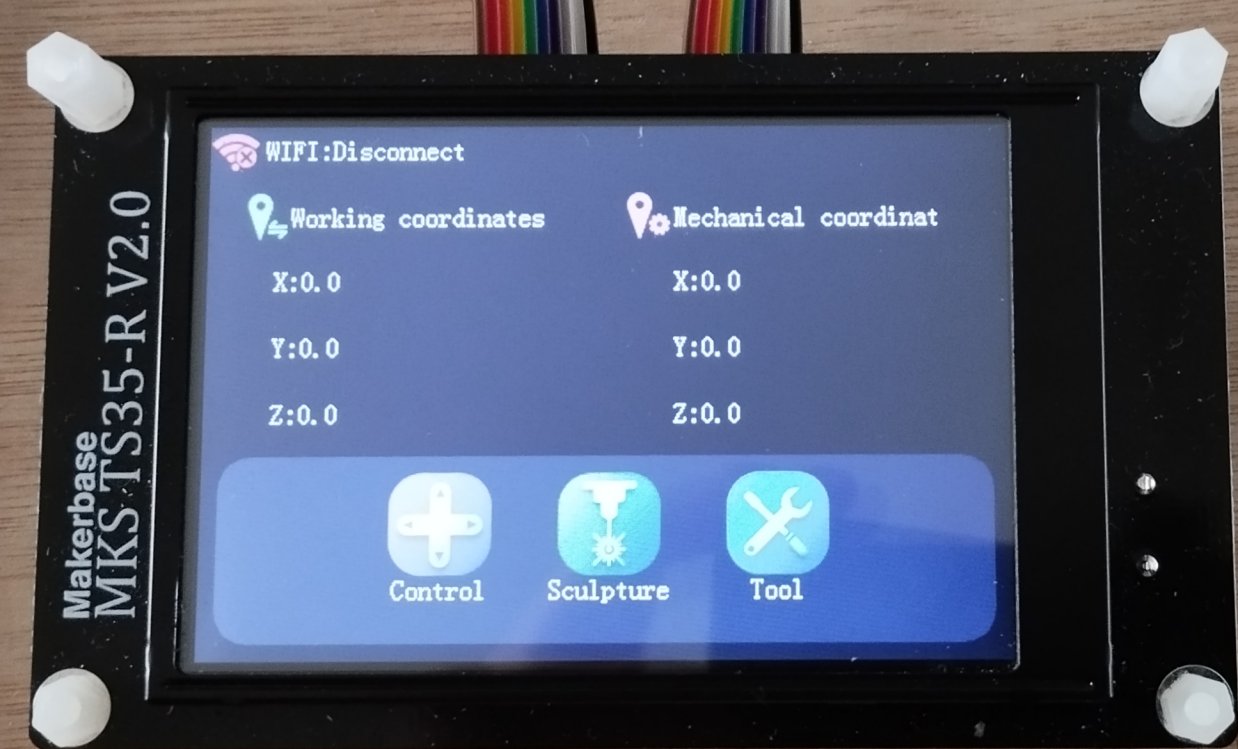 |
 |
 |
2.... Menu et Etats |
3..... Controle cdes XYZ |
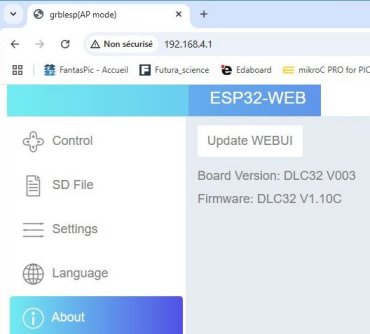
4....Versions software et acces wifi |
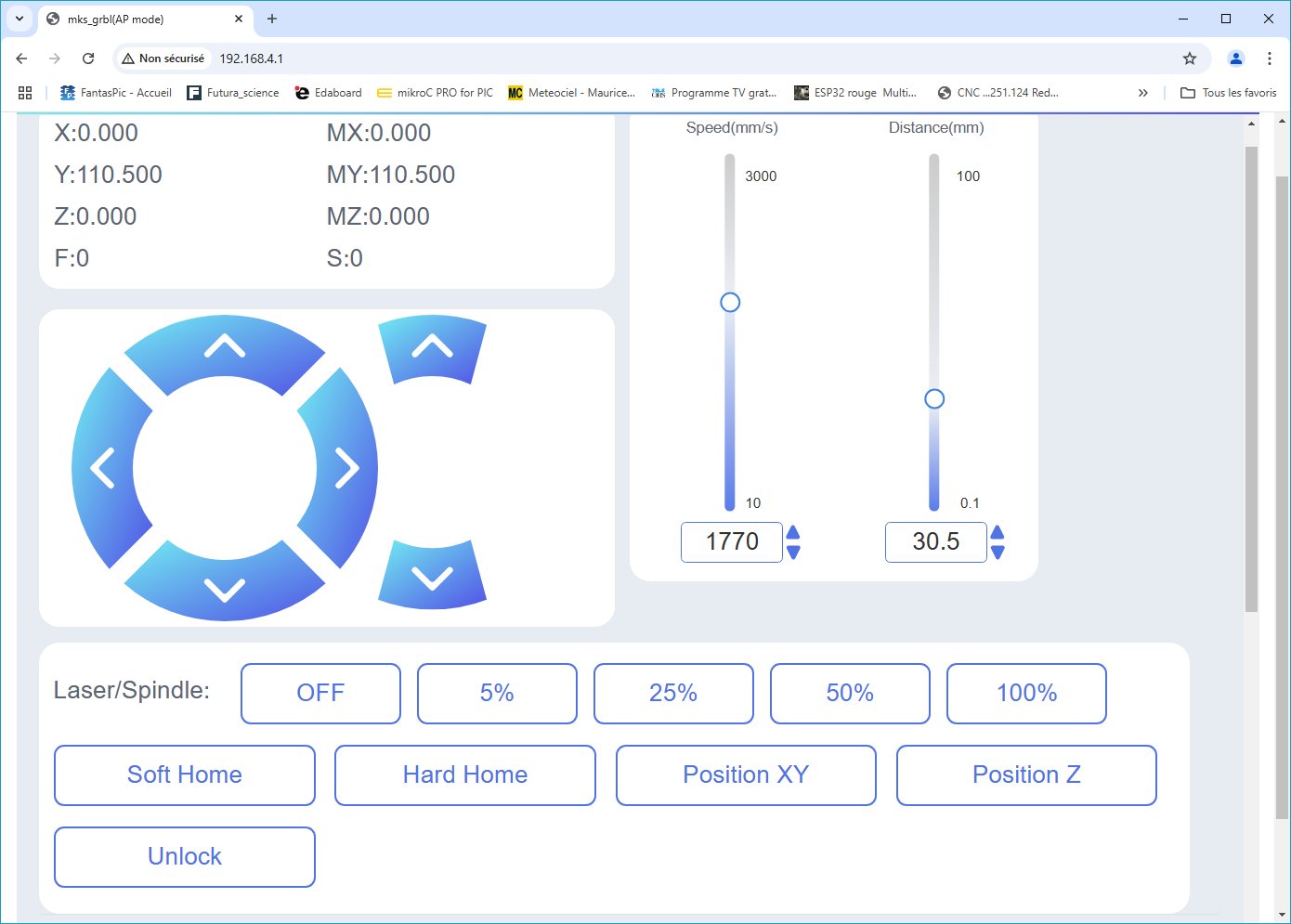
WIFI (version CNC )
Problemo
On a plus le choix du mode WIFI AP ou STA !
On a plus la commande Z ... qui etait présente en mode Firmware
LASER !
Probleme évoqué ici :
https://github.com/makerbase-mks/MKS-DLC32/issues/307
Hello, I have installed the version V2.1.0_H24_20220511_01_N_CNC
in DLC32 V2.1 and the web ui does not correspond to cnc if not
the ui for laser. Some help?
Thank you
DRF-Solutions commented on Dec 28, 2022
Yeah, I can confirm this issue. Seems to be across the last few
versions of CNC firmware releases.
The LCD show's CNC tools, but the web UI shows laser controls -
so of course,
there's no Z-Axis controls in the web UI.
Also noted that there hasn't been a CNC version release in some
time for the TS35,
but laser firmware just very recently..
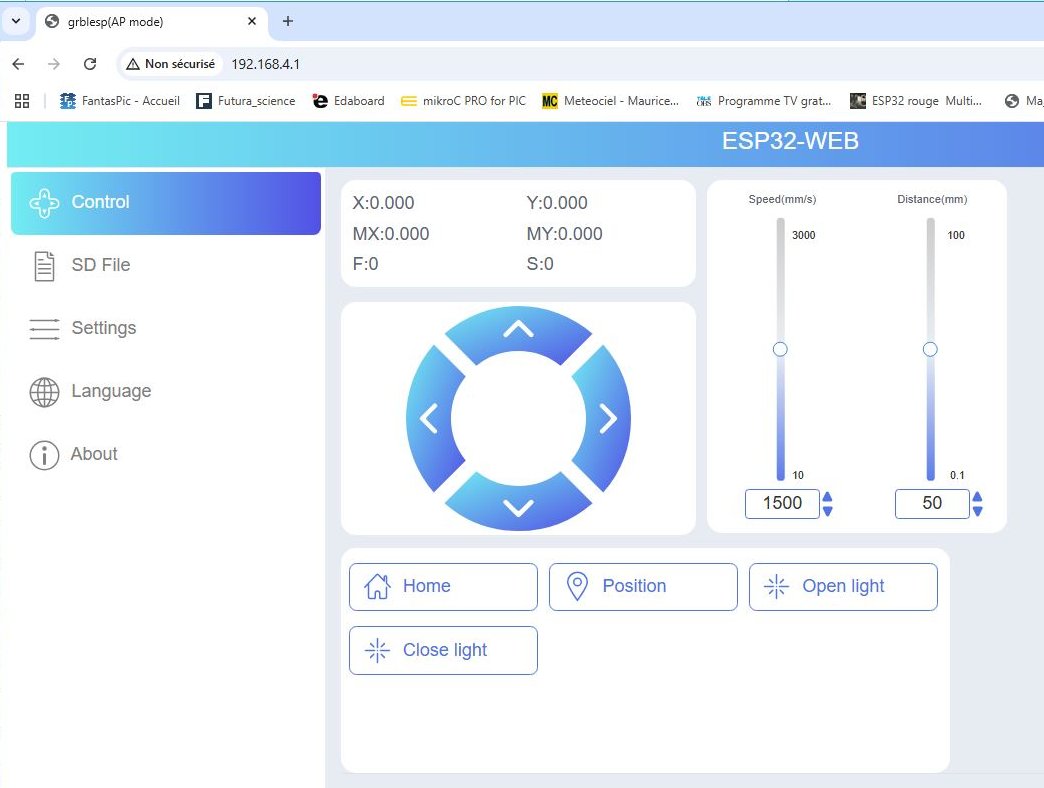 |
 |
.....L' axe Z n'y est plus ! |
@IP 192.168.4.1 |
$ESP100
$ESP100=MKS_DLC
ok
ok
$ESP110
$ESP110=AP
ok
ok
$ESP105
$ESP105=Ma_CNC........... ( pwd
12345678)
ok
ok
Hardware :
Rappel:
[MSG:X Axis limit switch on pin GPIO(36)]
[MSG:Y Axis limit switch on pin GPIO(35)]
[MSG:Z Axis limit switch on pin GPIO(34)]
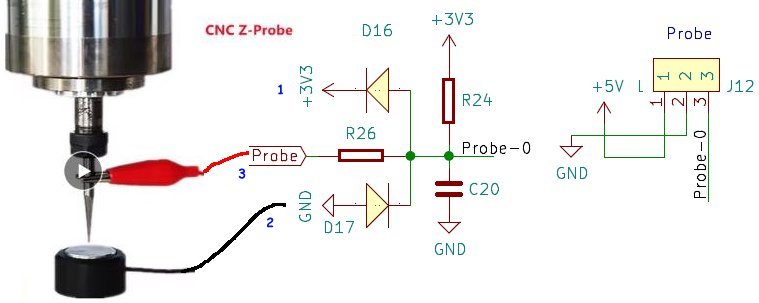
[MSG:Probe on pin GPIO(22)]
1er test entrée Z Probe ( SANS activation des moteurs
Alim24V OFF)
connection sur J12
fil rouge sur fraise
fil noir sur radiateur
click sur icone "knife"
=> msg set $6 to 1!
$6
$6=0
ok
ok
$6=1
ok
ok
[MSG:Found]
[PRB:0.000,0.000,-12.120:1]
[MSG:Found]
[PRB:0.000,0.000,-11.870:1]
[MSG:Found]
[PRB:0.000,0.000,-6.780:1]
[MSG:Found]
[PRB:0.000,0.000,-6.780:1]
Test réel avec
outil Z probe provisoire
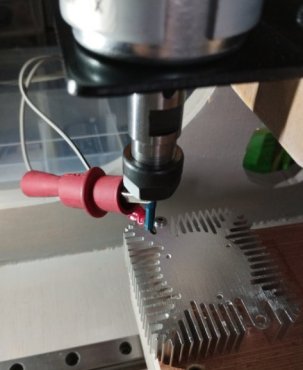
Test préalable de la Liaison electrique entre la fraise et le
radiateur ...OK
ok
$46
$46=13.100 ...............
Epaisseur du radiateur (hauteur mesurée au pied à coulisse)
ok
ok
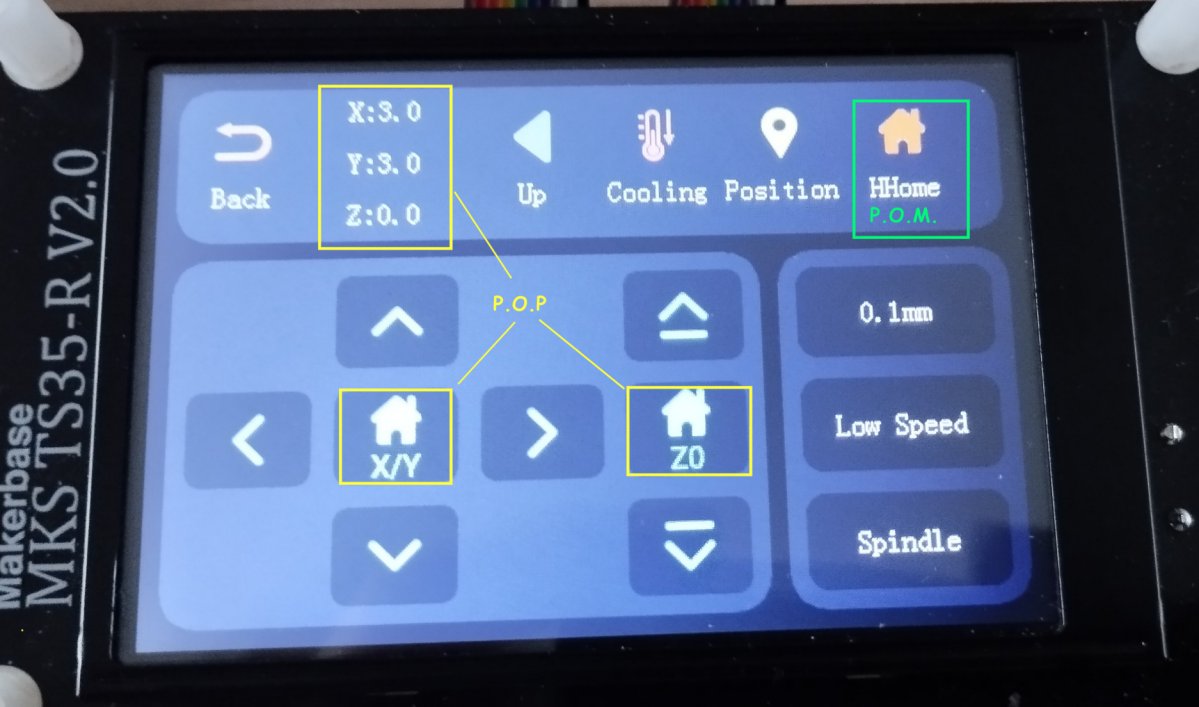
1) En premier : click sur icone maison HHomming
recherche P.O.M. ...avec fdc axes ..OK
hhome!!
2) apres Z Probe sur cale de 13,1mm
click icone Knife
ok
[MSG:Found]
[PRB:3.000,3.000,-52.720:1]
[MSG:Found]
[PRB:3.000,3.000,-52.650:1]
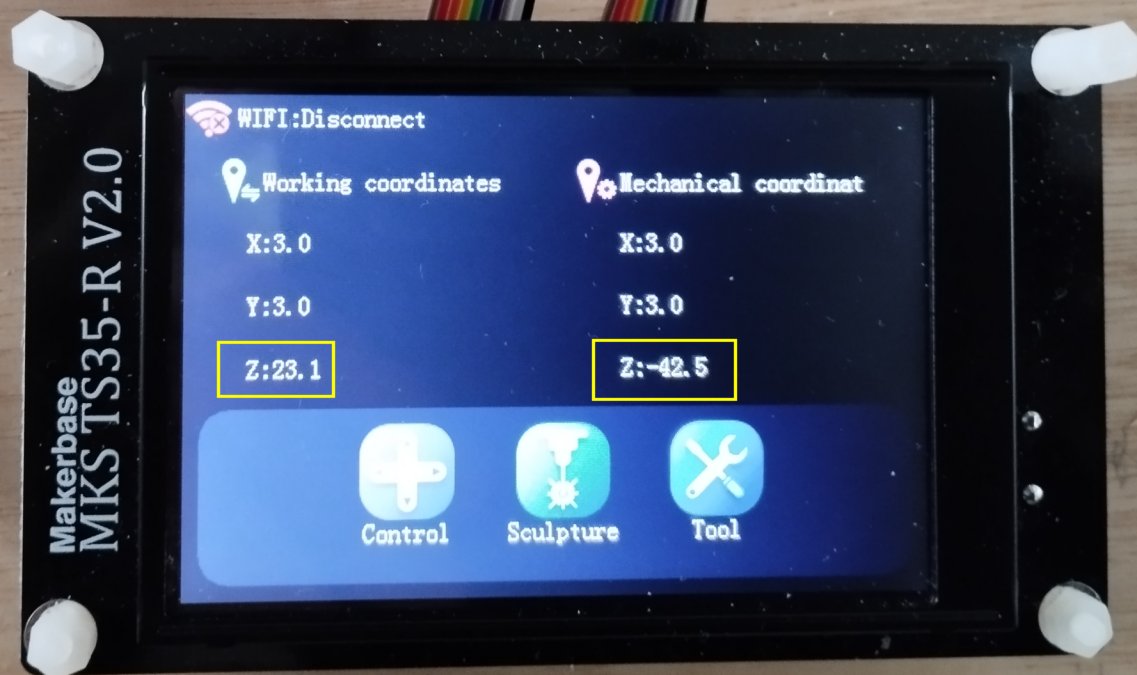
3) verif sur YAT terminal
?
<Idle|MPos:3.000,3.000,-42.710|FS:0,0|WCO:3.000,3.000,-65.810>
verif sur ecran TS35
Working coordinates x=0 y=0 Z=23.1
Mechanical Coordinates x=3.0 y=3.0 z= - 42.7
4) si click Home Z0
déplacement Z en 0.0 = position P.O.P (Prise Origine Pcb)
Working coordinates x=0 y=0 Z=0
Mechanical Coordinates x=3.0 y=3.0 z= - 65.8
la fraise est à Raz le plan Y ( sur le repere POP !)
| 1) En premier : click sur icone maison HHomming recherche P.O.M. ...avec fdc axes ..OK hhome!! 2) puis lancement Z Probe sur cale de 13,1mm via un click sur icone Knife ok,c'est parti ... Z descend lentement ...jusqu'à toucher le radiateur sur table Y [MSG:Found] [PRB:3.000,3.000,-52.720:1] [MSG:Found] [PRB:3.000,3.000,-52.650:1] puis remonte en Z=23.1 3) verif sur YAT terminal ? <Idle|MPos:3.000,3.000,-42.710|FS:0,0|WCO:3.000,3.000,-65.810> verif sur Ecran TS35 Working coordinates x=0 y=0 Z=23.1 Mechanical Coordinates x=3.0 y=3.0 z= - 42.7 4) si click Home Z0 déplacement Z en 0.0 = position P.O.P (Prise Origine Pcb) Working coordinates x=0 , Y=0 , Z=0 Mechanical Coordinates x=3.0 , Y=3.0 , Z= - 65.8 la fraise est à Raz le plan Y ( sur le repere P.O.P !) |

|
|
|
Procedure simplifiée |
apres le Z probe |
apres le Home Z0 |
nota: un comparateur serait effectivement bien utile pour
faire des cntroles ... au lieu d'une regle eloignée du point de
mesure
Z meca -Z POP = -42.7 - 23.1 =-65.8
PAS TRES EVIDENT de tout comprendre
avec ces differents systeme de coordonnées
Relatives ou absolues...
Reste maintenant ..à faire le surfaçage complet du Martyr
avec quel Gcode ?
Operation SURFACAGE du martyr
Martyr en CP (Contre Plaqué) de 190x160x7mm
fixé par 4 vis+ecrou sur la table Y
* Outil logiciel pour la
création d'un fichier GCode Surfacage
Inituitiv Wizard : https://www.intuwiz.com/plane.html
ATTENTION au
resultat de Gcode via IntuWiz
j'avais bien defini mon point de depart en repere #1
en bas à gauche de la table Y
(qui est mon XY machine et mon POP en mettant le Z à 0)
mais Intuwiz a son POP en repere #4 (en bas à droite) ... avec
axe X de 0 à -166
 |
 |
| IntuWiz : conception du GCode | visu du GCode avec Candle |
=> remodifié le GCode manuellement avec
notetab++ remplacé -166 par 166 (positif!)
Resultat final obtenu :
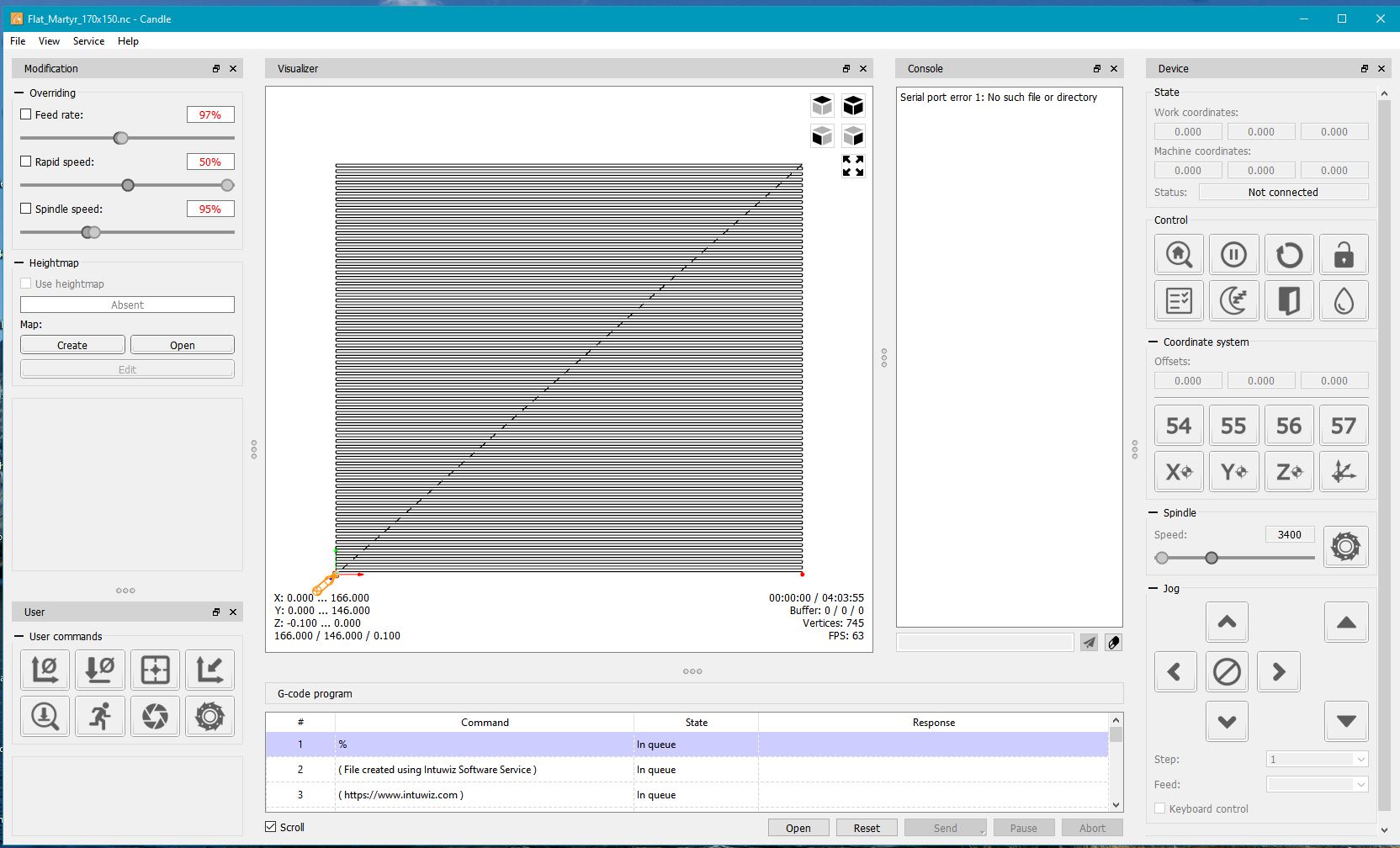
Surfacage_Martyr_170x150y_avec_intuwiz.nc
Tentative d'evolution du logiciel Candle 1.1.17 -> vers Candle
1.2.15b
Meilleur presentation de l'inteface GUI , mais trop de
bugs restants ...
Attention au Faux Bug : delai de 2 sec inséré dans un GCode ;bloque
celui ci
ex: G04 P2000
or il s'avere que sur une doc j'ai vu que la tempo pouvait s'ecrire
G04 P2.0 ( flottant au lieu d'entier)
mais en fait , IL FAUT UTILISER la
version flottant soit G04 P2.0
Verifié OK
info derniere minute : ce logicile ne marche qu'une seule fois
... j'ai voulu réitéré ..il demande de s'enregistrer et payer
20$ => ABANDON
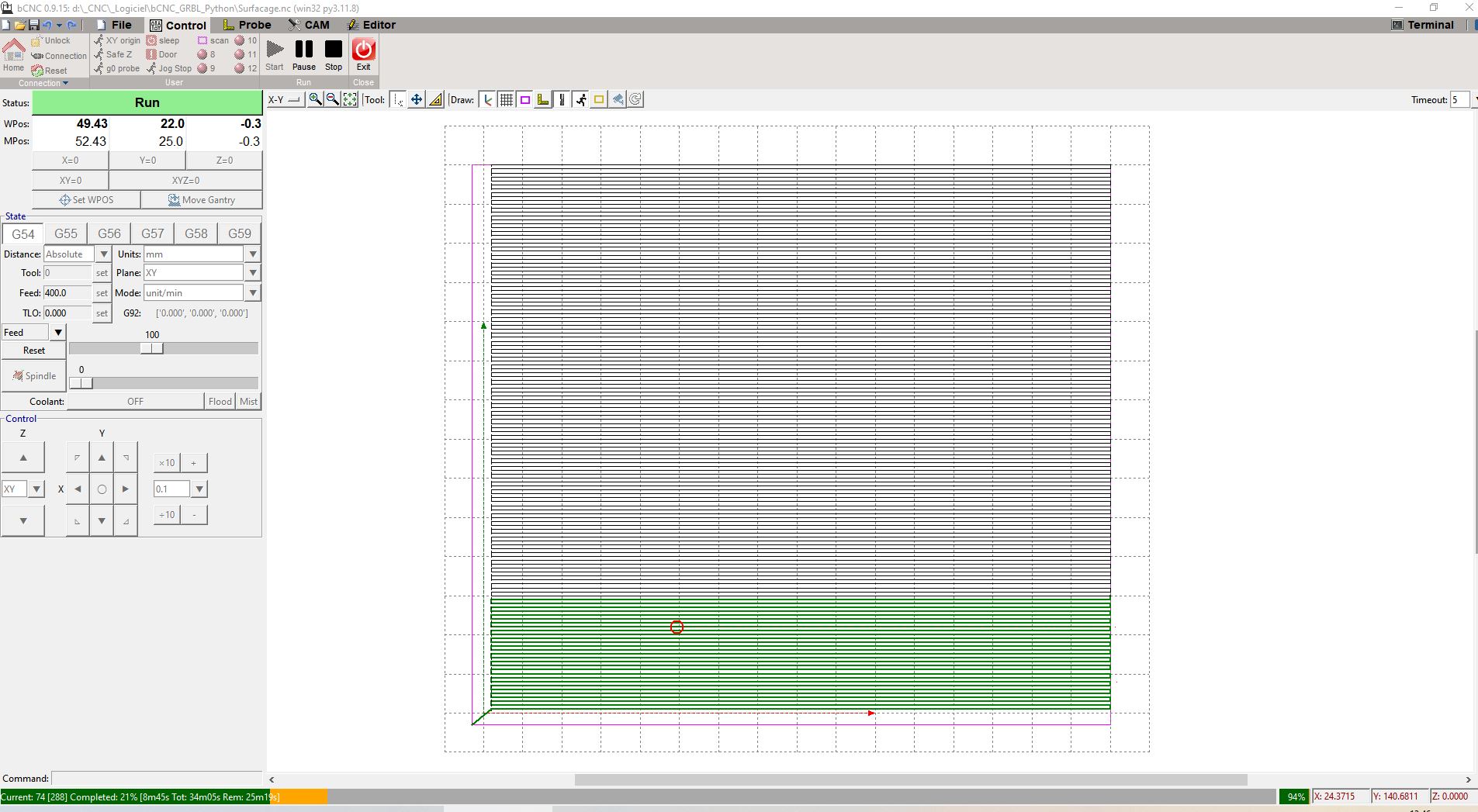
* Installation de bCNC
pas mal de Mo rajoutés !
Mise à jour de Python (python 2.7.13) ,
de PY-serial (pyserial-3.2.1.tar.gz)
et de bCNC (Version 0.9.7)
mais installation finalement OK
voir
https://making-fab.fr/index.php/2-uncategorised/17-installation-bcnc-windows
et bCNC_MAJ_Python_Serial_et_install_application_2025-0117.txt
*****************************
LANCEMENT de bCNC via
invite MSDOS et cde
C:\>python -m bCNC
*****************************
Présentation :
 |
 |
| Init COM | fichier Gcode chargé |
Je n'ai pas refait de P.O.M ,ni de Z Probe ..
La fraise etant en position XY =POP =POM, j'ai simplement mis la
fraise en contact avec la table Y
et forcé la valeur Working Z à 0.0.
et Machine Z à 0.0 AUSSI ! sa valeur initaiale etant 67 (Z en
haut sur fdc)
| duree de fraisage 55mn avec : fraise droite de dia=4mm recouvrement 25% soit 1mm vitesse de deplacement 400mm/mn profondeur 0,3mm donc 150 passes sens X 0 à 170 ( 166+4=170) Reference Fraise --------------------> |
 |
17/01/2025
Surfacage Martyr en CP
avec fichier Surfacage_Martyr_170x150y_avec_intuwiz.nc
 |
 |
surfaçage en cours .... |
en cours, apres aspiration |
 |
 |
fin execution à 55min. |
quasi terminé ..derniere ligne |
ce logiciel bCNC présente beaucoup de fonctionalitées .. à
explorer !
peu etre mmême Too Much !
Apres, à voir si l'ancienne version de Candle 1.1.17 est
suffisante (et TRES SIMPLE).
.. à suivre
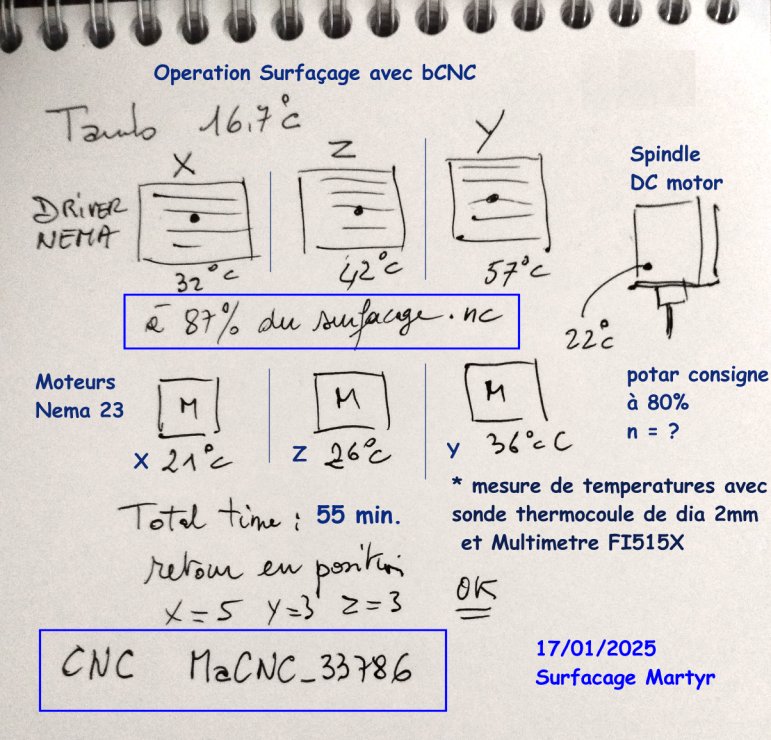
*Mesures de temperatures pendant le
fraisage...
à 87% du surfaçage , mesure des temperatures drivers NEMA
avec un thermocouple K dia 2mm, et Mutimetre FI515X
temperature prise au fond du milieu du radiateur
| à Temp. ambiante = 17°C X =42°C Y= 57°C Z=32°C Moteur Nema X =21°C Y =36°C Z=42°C Moteur spindle : 22°C |
 |
 |
valeurs |
points de mesures |
positionnement des drivers TB6550 |
57°C à T.AMb de seulement 17°C .. quid en été avec T.Amb=30°C
? Ventilos à prevoir ?
L'usage du pinceau au minima, mais de l'aspirateur au mieux pour
depoussierer la zone de travail..
Rem #1 :
la durée de 55min .. à reduire pour la prochaine fois en
mettant un pas de 3mm (75% sur IntuWiz) au lieu de 1mm (25%)
pour diminuer notablement cette durée .. mais Attention , car le
couple Moteur Spindle sera plus élevé ! ainsi que le couple
resistant sens X
.. trouver les meilleurs compromis ...
Rem #2 : ce sont les moteurs et drivers les moins solicités qui
chauffent le plus !
probablement à cause du courant de maintien ?
dommage j'avais enlevé mon amperemetre sur alim +24V..
Rem #3 :
la 1ere couche de contre plaquée a tendance à s'ebrecher ..
un martyr en vrai bois (d'arbre) plein serait preferable ..ou en
MDF ? mais friable ?
Rem #4 :
En regardant de pres, la fraise (4mm droite) semble mieux couper
dans le sens de gauche -> à droite ( vers +X) ,génere des
copeaux,
ce qui n'est pas le cas dans le sens -X ( de droite -> gauche)
Un Nettoyage en continu (aspirateur) semble aussi necessaire
Videos :
Surfacage_160x140_Zoom_2_sens_20250117_1406.webm
Surfacage_160x140_presque_fini_20250117_1431.webm
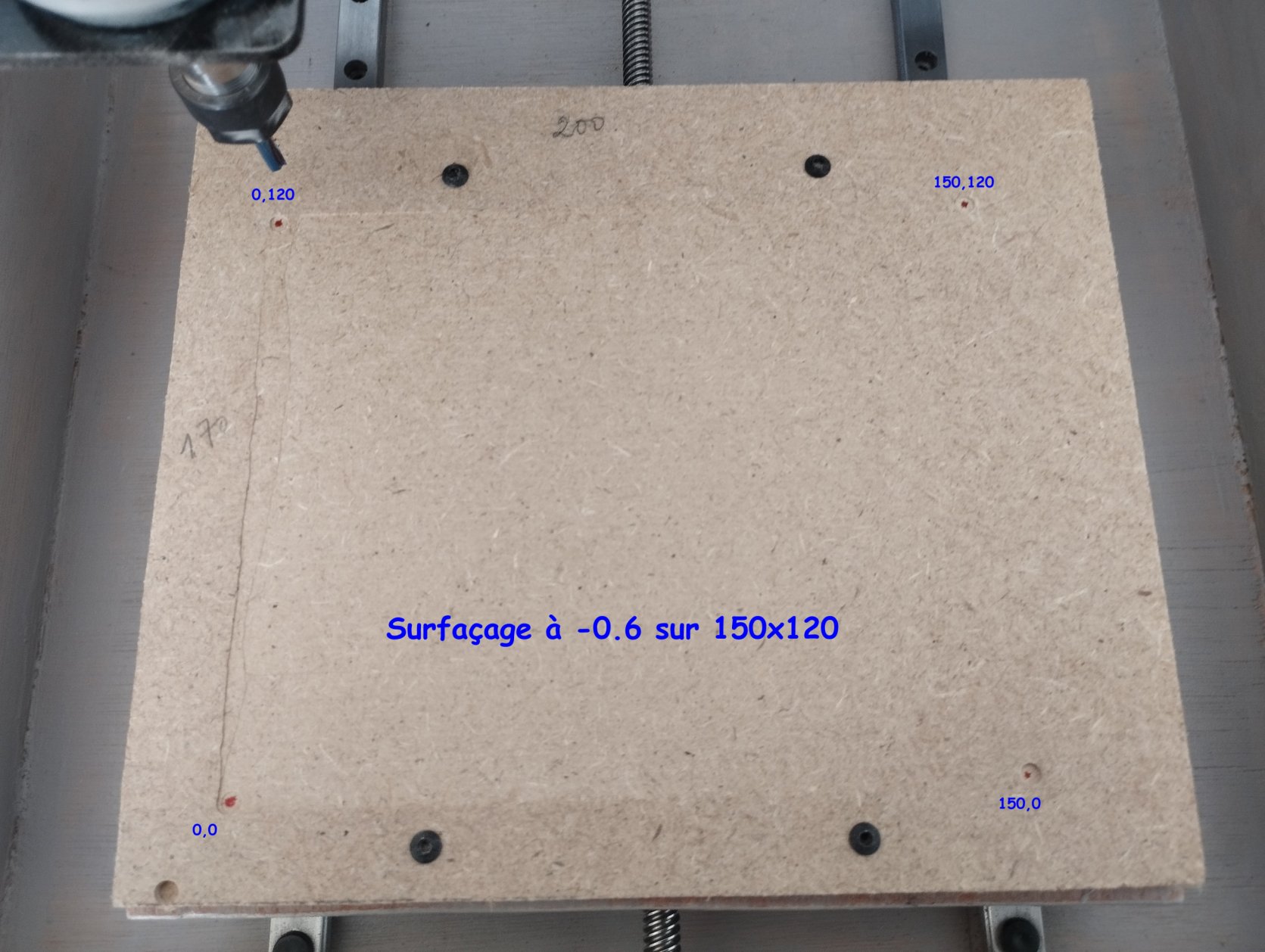
2em test surfaçage ..mais sur du MDF
(au lieu de CP)
Martyre en MDF de 200x170x10mm
J'ai modifié manuellement avec Notapad++ le fichier
préalablement utilisé avec ITUWIZ
en reduisant la zone à surfacer à 150x120 ,vu que pour l'instant
,je n'ai que des plaques cuivre C.I. de 100x70mm
J'ai donc aussi laissé les tetes de vis de fixation du martyr
sur la table Y ,apparentes .... juste percé 4 trous de dia 3.2
pour la fixer
La mise en place rondelles + écrous SOUS la table Y est assez
fastidieuse
astuce: je me suis aidé d' un aimant sur la vis ! attirant
rondelle et/ou écrou
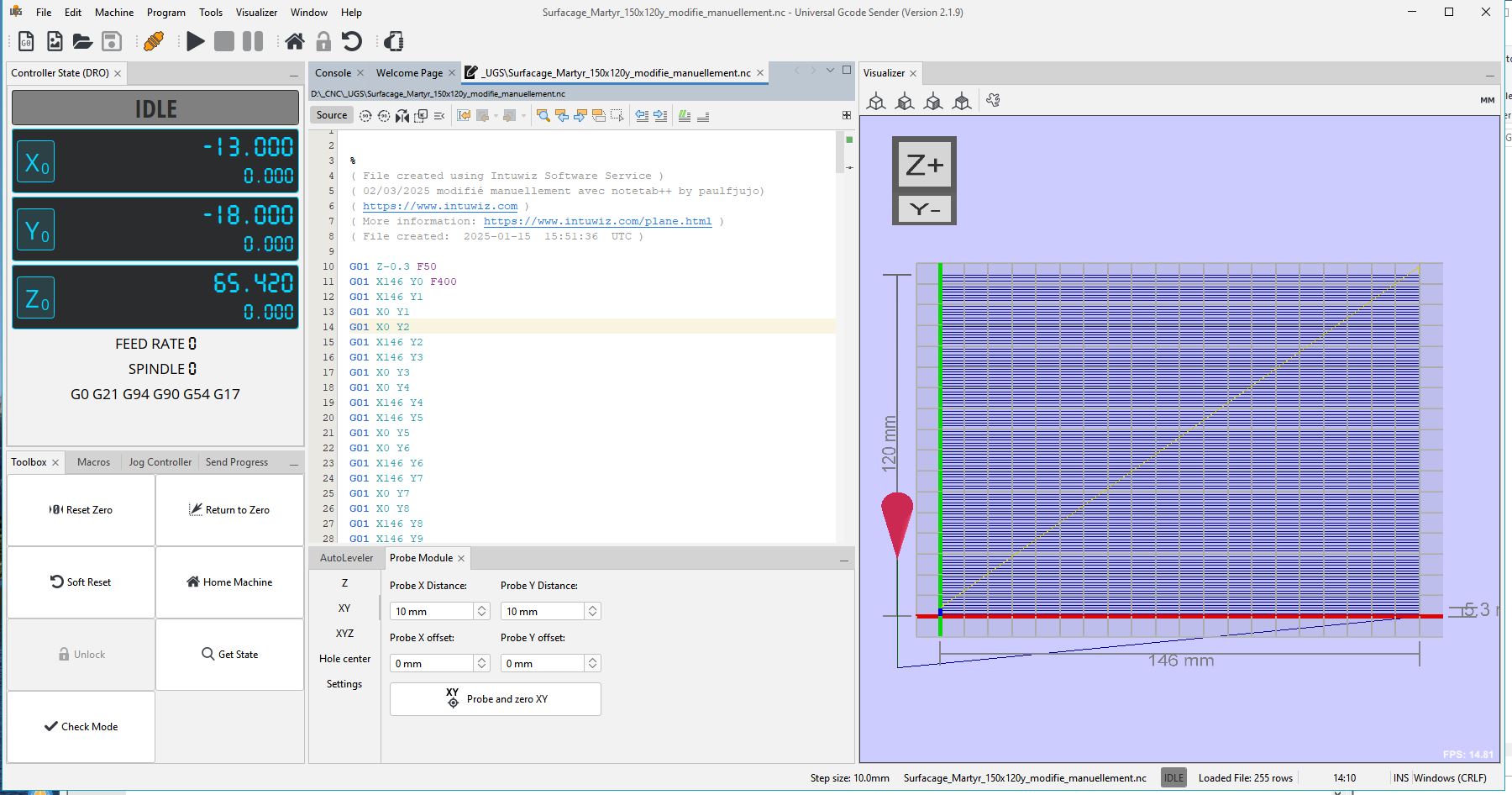
1) Z probe avec outil (H=19.4mm)
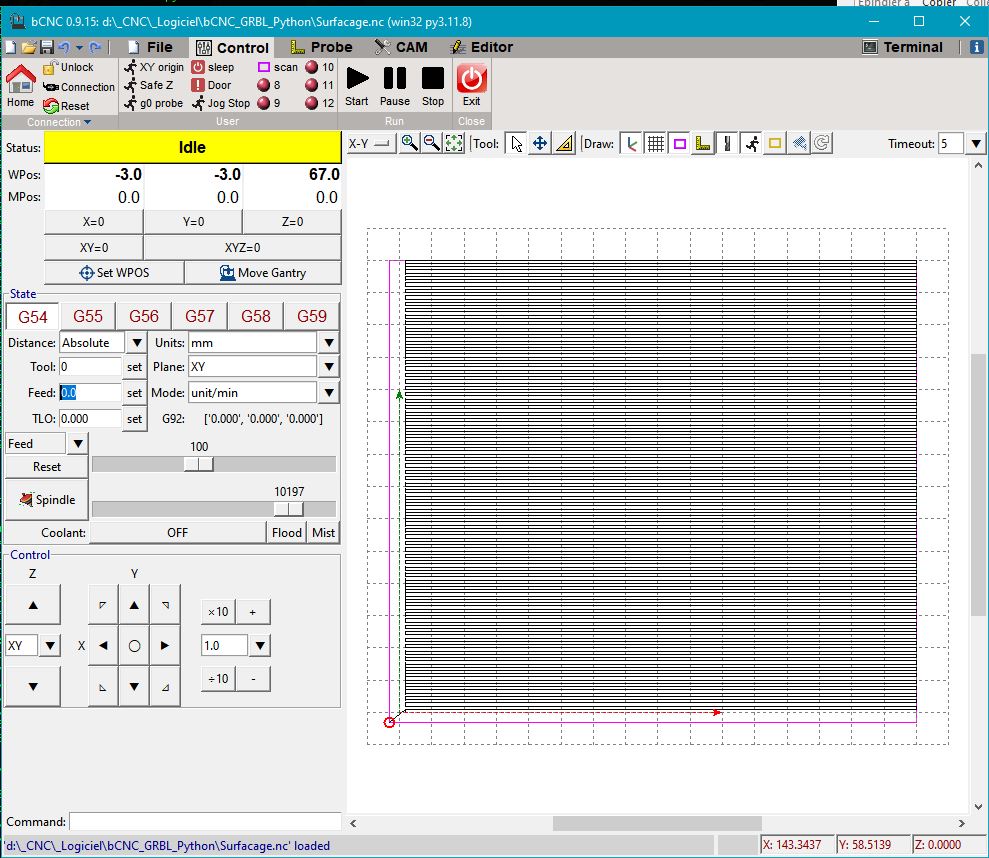
2) Surfaçage avec UGS et ce fichier : Surfacage_Martyr_150x120y_z-0.6_modifie_manuellement_2025-0302.nc
necessite 42 minutes ! avec F400
ATTENTION :...Aspirateur
indispensable , car poussiere générée TRES fine et volatile ..
 |
 |
| UGS et fichier pour surfacage | resultat obtenu |
les 4 coins sont repérés par un marquage avec fraise de 4mm
et point rouge.
une 1ere passe à Z=-0.3..à F400
3) .puis une seconde à Z=-0.6 à F800
car le bord gauche est legerement plus haut que le droit
.... necessiterai un ajustage mécanique au micromètre
..et mettre des cales sous le rail bord droit ?
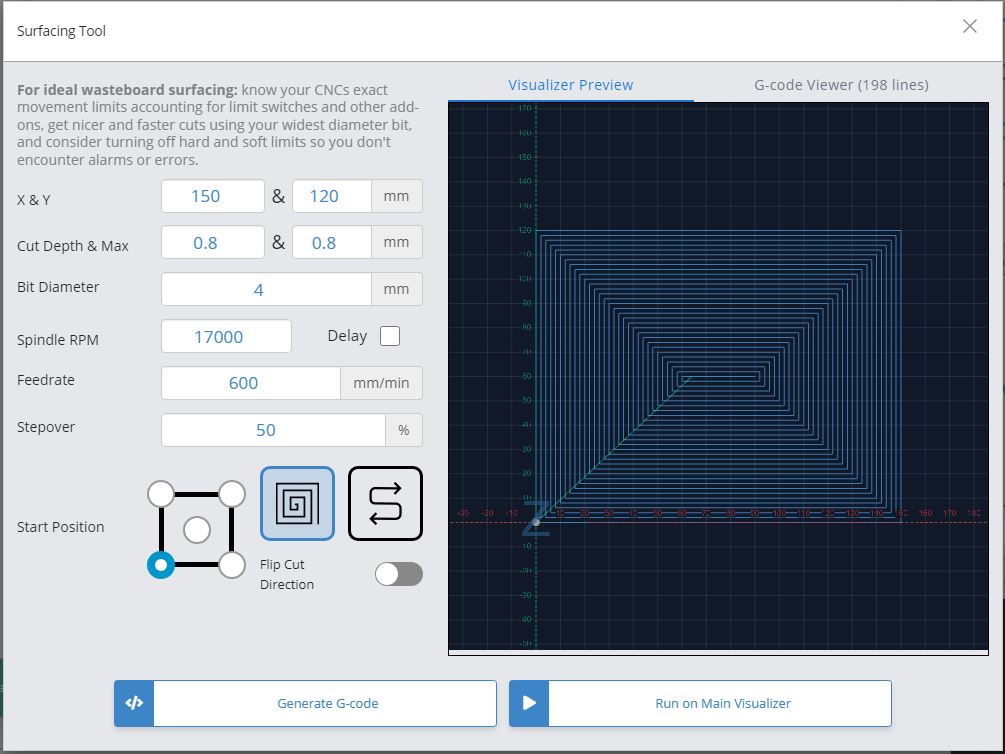
3em test surfaçage sur le meme martyr
mais avec logiciel gSender 1;4.11
- passage profondeur de 0.6 à 1mm
fichier crée sous gSender :
Surfacing_Gcode_by_gSender_150x120x1mm_2025-0305.nc
 |
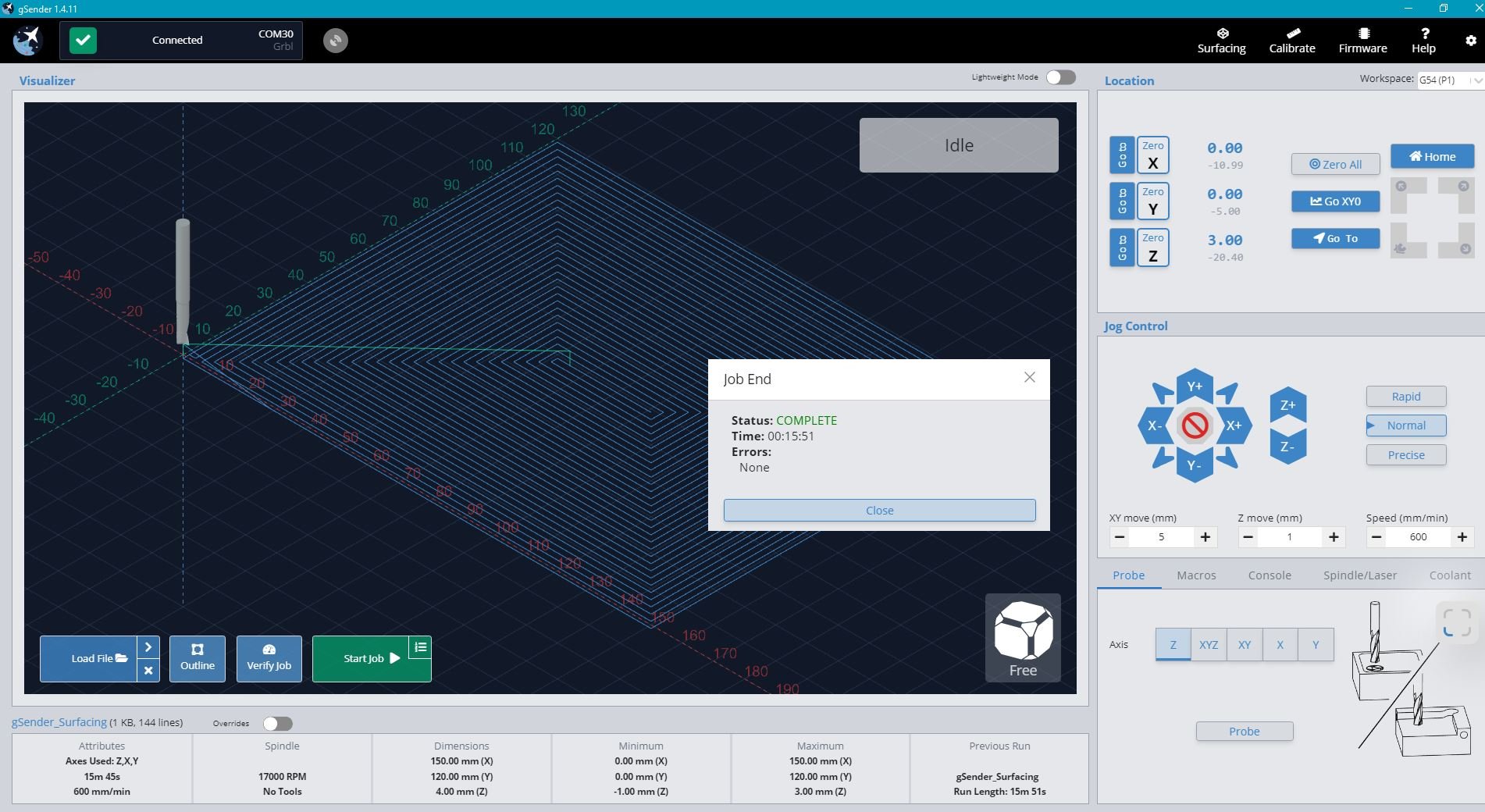 |
réalisé en < 16minutes ..recouvrement sur 50% avec fraise
de s=dia 4mm
Resultat :
 |
 |
..en cours |
terminé |
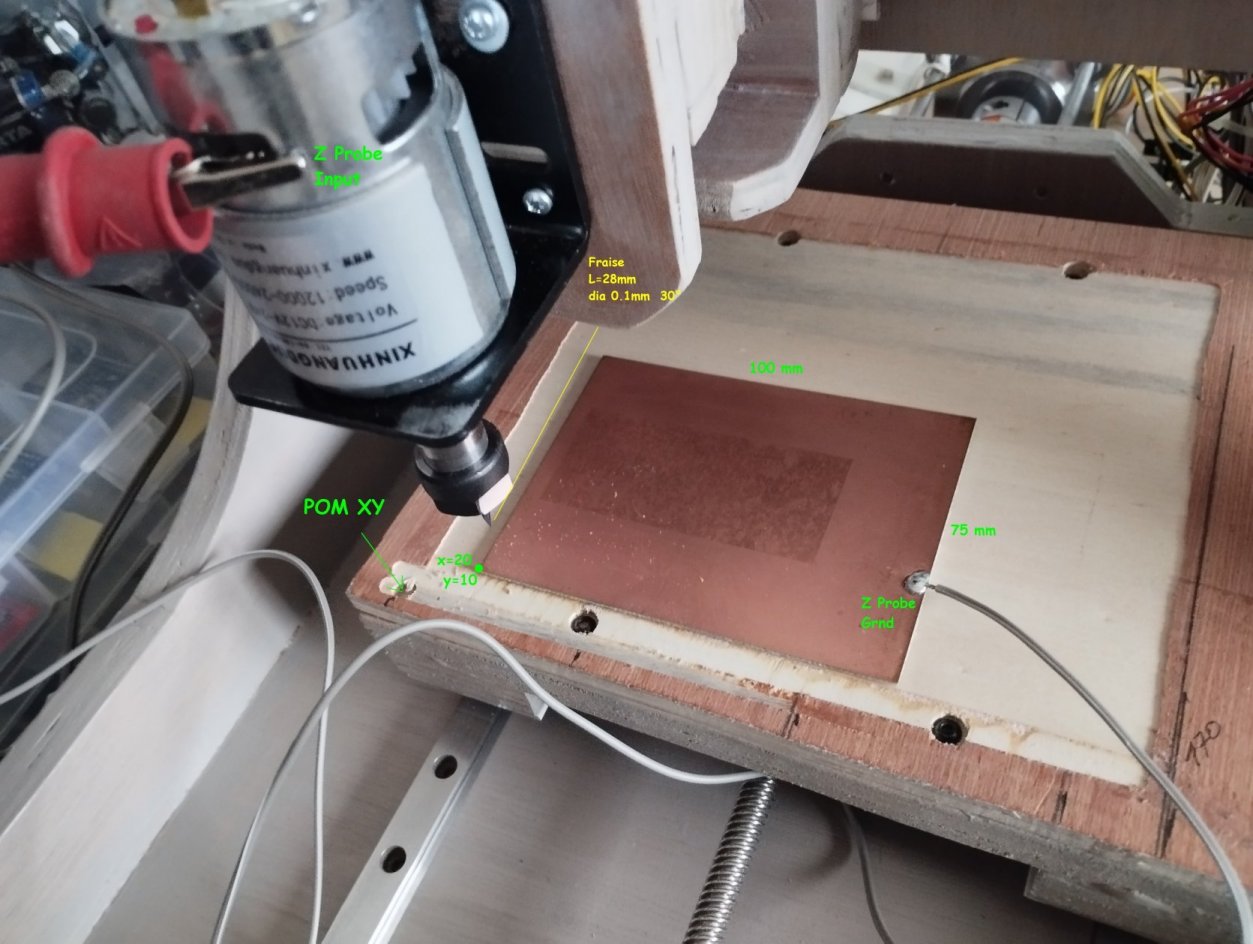
HeightMapping ( carte de hauteur CNC)
avec CANDLE 1.2.5b
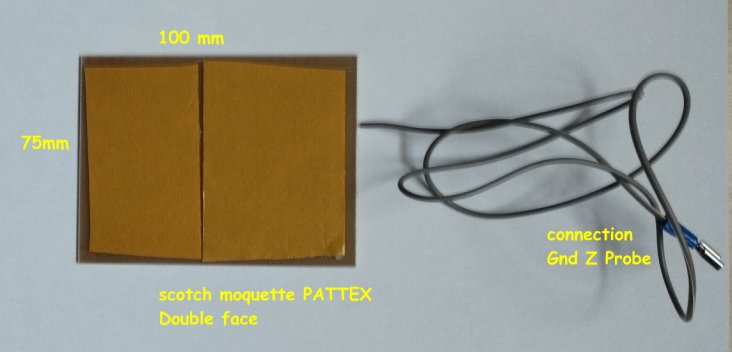
Test palpage d'un petit bout de circuit imprimé (100x75mm)
j'ai placé celui ci à X=25 Y=15 de mon point POM XY
et fait une RAZ Work position XY ... mon point de reference
Working est donc X=0 y=0
j'ai fait un Z probe à cet endroit , puis declaré un Working Z
=0.0
 |
 |
 |
| positionnement du C.I. | adhesif moquette PATTEX au dos du C.I. | capture ecran Candle |
un fil est soudé sur le coté cuivre = Gnd palpage.
Le C.I est collé (scotch double face) sur la table Y
l'entree Makerbase palpage est reliée via une pince crocro à la
carcasse du spindle moteur
..continuité verifée OK, avec la pointe de la fraise..
avec Candle ( car avec bCNC , un peu perdu pour cette
fonctionalité)
creation HeigtMap avec ce parametrage
puis click sur Probe pour demarrer le processus de création,
renseignement du fichier *.map...
contenu du HeigtMap ,tout juste crée ,mais non rempli ..
25.00;15.00;105.00;85.00
11;11;-1.00;1.00
0;10;10
nan;nan;nan;nan;nan;nan;nan;nan;nan;nan;nan
nan;nan;nan;nan;nan;nan;nan;nan;nan;nan;nan
nan;nan;nan;nan;nan;nan;nan;nan;nan;nan;nan
nan;nan;nan;nan;nan;nan;nan;nan;nan;nan;nan
nan;nan;nan;nan;nan;nan;nan;nan;nan;nan;nan
nan;nan;nan;nan;nan;nan;nan;nan;nan;nan;nan
nan;nan;nan;nan;nan;nan;nan;nan;nan;nan;nan
nan;nan;nan;nan;nan;nan;nan;nan;nan;nan;nan
nan;nan;nan;nan;nan;nan;nan;nan;nan;nan;nan
nan;nan;nan;nan;nan;nan;nan;nan;nan;nan;nan
nan;nan;nan;nan;nan;nan;nan;nan;nan;nan;nan
nan = not a number ... parceque vierge , non rempli par les
valeurs Z Probe aux emplacements definis
petit trait vertical rouge, que l' on voit sur le graphique 3D
Candle
tout faux, dès l'appui
sur Probe
le systeme envoie faire le probe en X=0 Y=0 = POM values
et non pas sur la position definie (POP our Working) ) sur mon C.I.
à 25mm du bord X et 15mmdu bord Y ...
je ne sais pas non plus ce qui est caché derriere ce
bouton Probe
le premier point defini dans le Heightmap etant à Bord X=25 bord
Y=15
je devrais y aller des le début ,non ? .. à suivre
2em TEST HeightMap :
avec Candle 1.2.15b
Procedure
Faire un Homing ...mechanical positions (sur les
3 fdc)
Le circuit imprimé est positionné sur la table Y ( un fil est
soudé dessus pour le Z probe)
Charger le fichier GCode
du circuit imprimé
Base_18F26K22_2023_0624_copper_bottom.gbr_iso_combined_cnc.nc
pour pouvoir préparer le heightmap
Inserer l'outil (fraise ou foret) dans le collet/mandrin
nota : pour ce test ,usage d'un foret de dia 0.8mm au lieu d
ela fraise 0.1mm (car coute moins cher en cas de casse!)
Descentre le Z à 10mm au dessus du circuit imprimé
bouger le X et Y pour se mettre au point de depart coin bas
gauche du C.I.
connecter le cuivre du C.I. au 0V Makerbase
mettre la connection Z probe sur la carcasse du moteur Spindle.
Faire une petite verif de continuité avec la pointe de la fraise!
Faire un Z probe avec l'outil inséré dans le mandrin Spindle
.... Z probe s'interrompt car $132=50 mm (limite du deplacement Z)
modif $132 was 50 is 65 ...
refait un Z probe ..OK
L'outil est alors posé sur le point de depart
Faire RAZ X0,Y0,Z0 <-- Working positions
parametrage : voir capture ecran ci jointe
Lancement du Heightmap par appui sur touche PROBE
| C'est parti 0.000,0.000,-13.320:1] ok G21G90F20G0Z2 < ok G0X0Y0 < ok G38.2Z-1.5 < [MSG:Found] [PRB:0.000,0.000,-13.340:1] ok G0Z2 < ok G0X0.000Y0.000 < ok G38.2Z-1.5 < [MSG:Found] [PRB:0.000,0.000,-13.360:1] ok G0Z2 < ok ....... ...etc .. ......... G0Z2 < ok G0X11.667Y62.000 < ok G38.2Z-1.5 < [MSG:Found] [PRB:11.670,62.000,-13.400:1] ok G0Z2 < ok G0X0.000Y62.000 < ok G38.2Z-1.5 < [MSG:Found] [PRB:0.000,62.000,-13.270:1] ok G0Z2 < ok renvoi au point de depart G90G0X0Y0 < ok |

|
deroulement |
depart et fin |
log de cette operation : CNC_log_du_test_heightmap_du_25-01-2025_avec_candle1215b_OK.txt
apres 4mn 47" :
Résultat : Heightmap_OK_2025-0125.map.txt
renvoi au point de depart
G90G0X0Y0 < ok
puis Homing ..pour ranger proprement les chariots X,Y,Z
(c'est tout pour aujourd'hui)
voir Résultats via Excel
corrections tres ,TROP,importantes
:
maxi = 0.070
mini = -0.360
moy= -0.2079
Modif. sur AXE
Z , pour en améliorer la précision
19/03/2025
Test préalable sur l' Axe X (car mesures de
deplacement plus facile à realiser que sur le Z!)
Hardware TB6650 dipswitch original M1 M2 M3 : ON OFF OFF = 100 =
4
cde via l'ecran TS35 : deplacement X de 10mm => reel 10mm .. OK
avec datas:
$X/Microsteps=16
$100
$100=100.000.... pas par mm
ok
Modif: Hardware : passé codage Dipswitch
TB6650 sur 1/8 via ON OFF ON => 101 =8
cde TS35 deplacement X de 10mm => reel 5mm..BAD
modif software : $X/Microsteps=8 ... ne change rien ?
cde TS35 deplacement X de 10mm => reel 5mm ..BAD
Modif: Software avec Data ; $100=200
cde TS35 deplacement X de 10mm => reel 10mm..OK
donc , avec $X/StepsPerMm=200.000
par contre les vitesse sont divisées par 2 .
ok
ok
hhome!!
ALARM:9
.=> timeout sur un long deplacement !
Grbl 1.1 ['$' for help]
[MSG:'$H'|'$X' to unlock]
[MSG:Caution: Unlocked]
hhome!!
ALARM:8
Grbl 1.1 ['$' for help]
[MSG:Check limits]
[MSG:'$H'|'$X' to unlock]
[MSG:Caution: Unlocked]
remis d'aplomb Hardware Driver X = ON OFF OFF = 100 -> (1/ 4)
sur switches Driver axe X
et $100=100.0 ..$X/StepsPerMm
modif sur axe Z :
Hardware: mis 101 sur switches Driver axe Z (1/8)
Param Software : $102=200.00
Check via commande : $M
...
$X/StepsPerMm=100.000
$Y/StepsPerMm=100.000
$Z/StepsPerMm=200.000
...
Homing Z... OK ..mais plus lent ..
3em TEST HeightMap .. avec
UGS 2.1.9
suite modif sur axe Z
19/03/2025
re-test sur circuit imprimé
Rectangle 45x30 avec diagonales et cercle
GCode: Rectangle_2xdiag_cercle_revu_2025-0310.nc
This file was created automatically using CamBam )
( http://www.brusselsprout.org/CAMBAM )
( 3/10/2025 4:45:55 PM )
( revu en manuel pour modif origine X0 pour avoir X positif
 |
 |
Gcode + definition des points du SCAN |
Resultats : autolevel et gravage |
Z probe effectué.. X0=0 (90.730) , Y0=0 (25.0), Z=2.915 (-66.0)
resultats:
Mappage des corrections Z sur 63 points.
fichier corrections Z : Rectangle_2xdiag_cercle_revu_2025-0319.nc.xyz
fichier résultant (exported: et utilisé ! ) = Fichier GCode
original , modifié par les corrections Z de xyz
Rectangle_2xdiag_cercle_revu_2025-0319-autoleveled.gcode
Gravure:
Lancement
... tracé du rectangle ...OK
.. tracé des 2 diagonales ..OK
.. mais PB : cercle tracé sur 1/4 seulement
Error opening COM30....
perte de liaison COM30 ! Why ???
voir extrait messages_UGS_2025-0319.log
nota :
INFO [com.willwinder.universalgcodesender.utils.KeepAwakeUtils]:
Moving the mouse location slightly to keep the computer
awake.
Faut-il souvent bouger le raton ?
Quid du protocole de dialogue et des
differents buffers
.. sur ESP32 et sur PC COM via USB !
Streaming Protocol: Simple Send-Response [Recommended for
Grbl v0.9+]
XON/XOFF software flow control for your GUI, keep in mind that,
at the moment, it'll only really works with FTDI USB-serial
converters. ... mais CH340G
sur Makerbase ESP32
4em TEST :
Test minimaliste avec C.I. de 15x50mm
19/04/2025
Enviromment; config
Pas par mm..............
(DipSwitch driver TB6650):
$100=200.000 .............101 400pas/tour/2mm
$101=200.000 ............101 400pas/tour/2mm
$102=400.000............ 110 800pas/tour/2mm
Max vitesse..
$110=600.000
$111=600.000
$112=300.000
max course..
$130=175.000
$131=150.000
$132=70.000
Usage de CANDLE 1.12
Test_lines_2025-0415.map
0.00;0.00;15.00;50.00
5;5;-0.50;1.00
0;5;5
0;-0.015000000000000568;-0.022999999999996135;-0.040000000000006253;-0.051000000000001933
-0.022999999999996135;-0.037999999999996703;-0.045000000000001705;-0.058000000000006935;-0.06799999999999784
-0.028000000000005798;-0.048000000000001819;-0.058000000000006935;-0.07000000000000739;-0.076000000000007617
-0.022999999999996135;-0.033000000000001251;-0.043000000000006366;-0.055000000000006821;-0.063000000000002387
-0.0060000000000002274;-0.022999999999996135;-0.033000000000001251;-0.052999999999997272;-0.058000000000006935

coché use heightmap
les corrections Z sont bien presentes dans le Gcode
la taille du GCode original (sans corrections) est multiplié par
~4 !!!
Test_lignes_0407_copper_top.gbr_iso_combined_et_heightmap_2025-0415.nc
taille: 793kO !!!!
1) reglage du POP depuis la Home position XYZ
X=20 y=20
2) descente du Z de 60mm
Works x=0.0 y=0/0 Z=1.963
Machine x=23.0 y=23.0 Z=-63.0
3) mise en place pince sur carcasse Spindle
(C.I. fil soudé dessus pour le GND)
4) Z Probe
x=0.0 y=0.0 Z=0.110
zeroed Z
POP x=0 y=0 z=0
POM x=23 y=23 Z=-64.853
5) enlever la pince
6) lancer le spindle moteur à 80%
7) Lancer le GCode , fichier
Test_lignes_0420_copper_top.gbr_iso_combined_cnc.nc
2721 lignes SANS Heightmap !
........
Problemo : STOP à la ligne 7721
ligne 7720 ...executé OK..
( ............apres 23 minutes... de run).
ligne 7721 ..in Queue ....mais plus aucun mouvement !
...MAIS AUCUN MESSAGE !
sur Nb totale de lignes : 32439
cde console
$X
pour reprendre la main
OK
comment reprendre le GCODE à partir de la ligne en cause ?
5em TEST :
Test minimaliste avec C.I. de 20x45mm
20/04/2025
Test_lignes_0420.lay6
carte 20x45mm
D:\_CNC\_FlatCAM\_TEST_lignes_20250420\
Test_lignes_0420.lay6
Test_lignes_0420_copper_top.gbr
Test_lignes_0420_outline.gbr
Test_lignes_0420.DRL
Test_lignes_0420_copper_top.gbr_iso_combined_cnc.nc 58ko 2721
lignes SANS Heightmap !
problemo
G01 Z0.0000 => valeurs cut Z à ZERO !!!
remplacé par Z 0.000 par -0.06
G01 Z-0.06
avec Notetab++ ..sur 30 occurences ...
reglage POP pour X et Y
[CTRL+X] < Grbl 1.1 ['$' for help]
[G54:23.000,23.000,-64.963]
zeroed XY
Z probe sur C.I.
refait Z probe depuis Candle
reset au contact C.I
fait Zero Z
POM machine 20.0 0.0 -4.028
POP 0,0,0
G92Z0 < ok
$# < [G54:23.000,23.000,-64.963]
[G92:-3.000,-23.000,60.935]
[TLO:0.000]
[PRB:20.000,0.000,-4.010:1]
ok
Test_lignes_0420_copper_top.gbr_iso_combined_cnc.nc
Candle :
(Name: Test_lignes_0420_copper_top.gbr_iso_combined_1_cnc)
(Created on Sunday, 20 April 2025 at 16:31)
(Units: MM)
(This preprocessor is the default preprocessor used by FlatCAM.)
(It is made to work with MACH3 compatible motion controllers.)
(TOOL DIAMETER: 0.2 mm)
(Feedrate_XY: 120.0 mm/min)
(Feedrate_Z: 60.0 mm/min)
(Z_Move: 2.0 mm)
(Z_Cut: 0.0 mm)
Send GCode ....
... execution ...
Serial port error 11: Un
périphérique attaché au système ne fonctionne pas
correctement.
le deroulement s'arrete en ligne
1727 G01 X19.0168 Y35.8950 Process OK ...mais s'arrete ici !
1728 G01 ... Send
1729 G01 ... Send
1730 G01... Send
1731 G01 ... Send
1732 G01... Send
1733 G01... in Queue
1734 G01... in Queue
on ne peut meme pas capturer le contenu de la fenetre de
déroulement GCODE avec Candle !
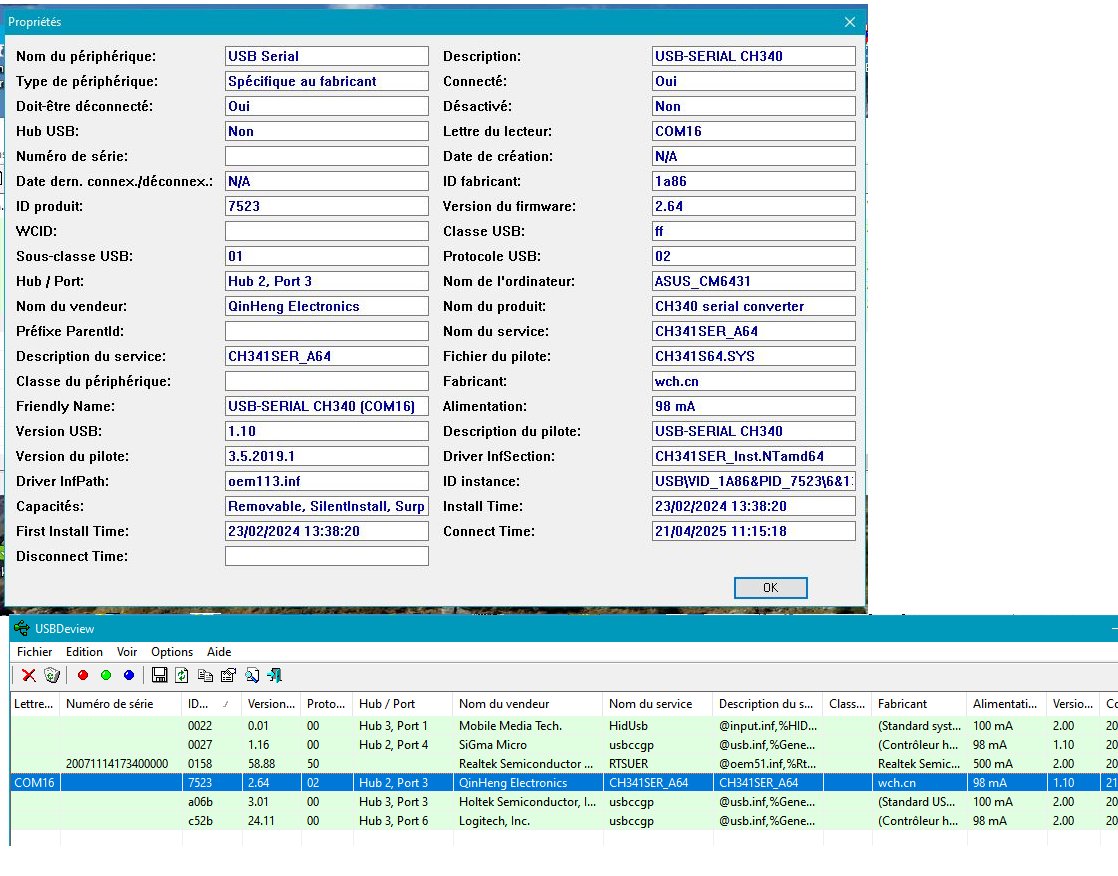
nota : USB-SERIAL_CH340_Proprietes
 |
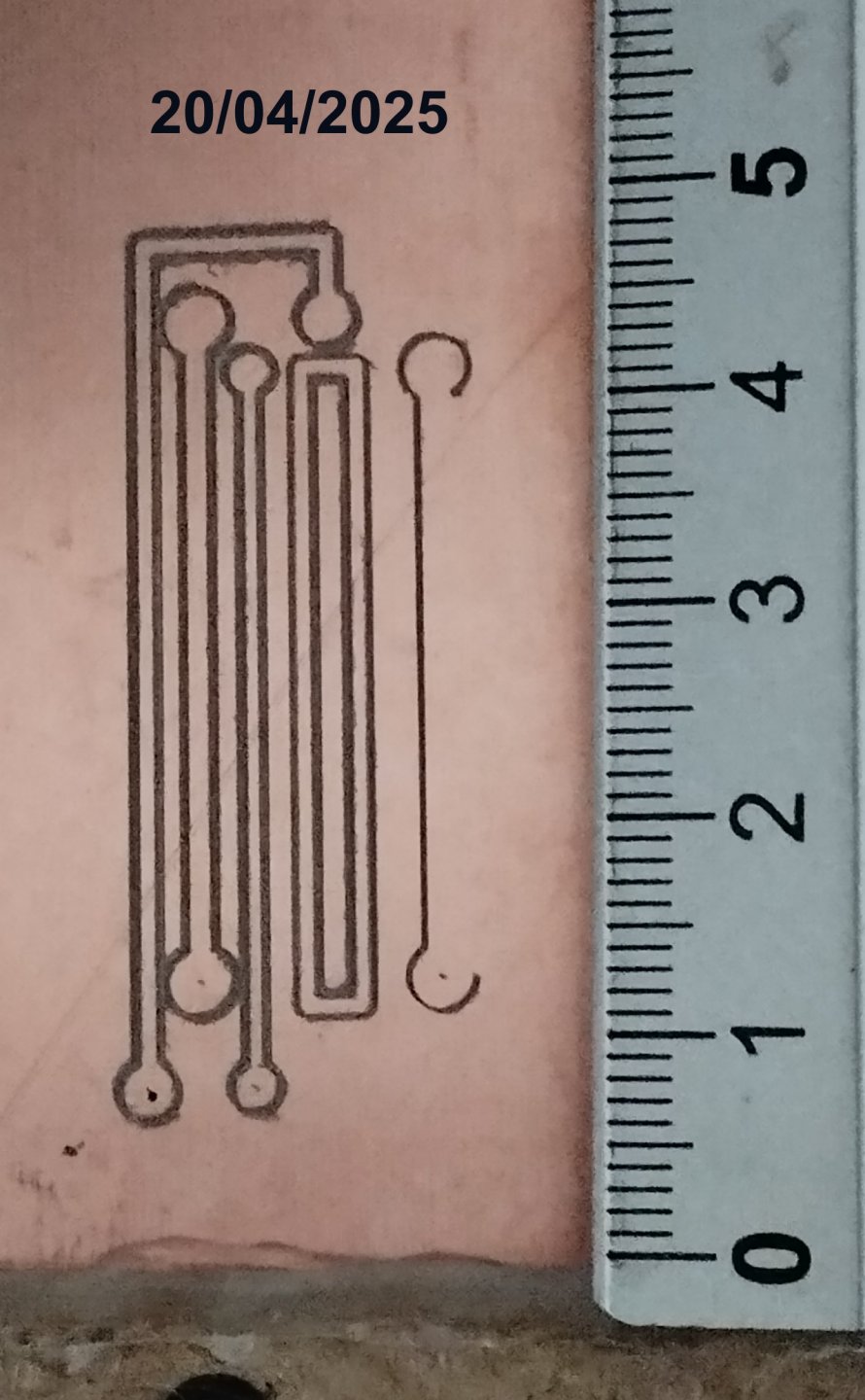 |
| GCode vu via NCView | Resultat (Aborté) sur cuivre |
La gravure est assez correcte ,même SANS Heightmap utilisé.
L'isolation est correcte entre les pistes (terminées) et la
masse.
Mesures de de vibrations
CNC posée sur des tapis de souris ...
Vitesse spindle : 12V sur induit =>~12000Tr/mn
avec ER11A + Fraise V
0.2mm 20°
la vibration au niveau du Spindle Moteur se retrouve sur le
bord de decoupe de la fraise!
Mesures de bruit et analyses FFT
Micro ,placé à quelques centimetre du moteur spindle ,
connecté sur entrée Carte SON PC
* les mesures de vibrations sont
faites habituellement avec un Accelerometre !
mais bon ...
vitesse moteur Spindle ..mesuré 12V sur induit , donc ~12000 tr/mn
reference du mandrin AA ER11-1/8mm précision <=0.008mm
Fraise en V dia 0,2mm angle 20°
Usage des programmes Audacity, Winspectra
Mesures du bruit :
SANS , et AVEC l'embout ER11A+Fraise ...

signal bien plus bruité AVEC !
Spectre FFT des siganux mesurés :
SANS , et AVEC l'embout ER11A+Fraise ...avec Audacity
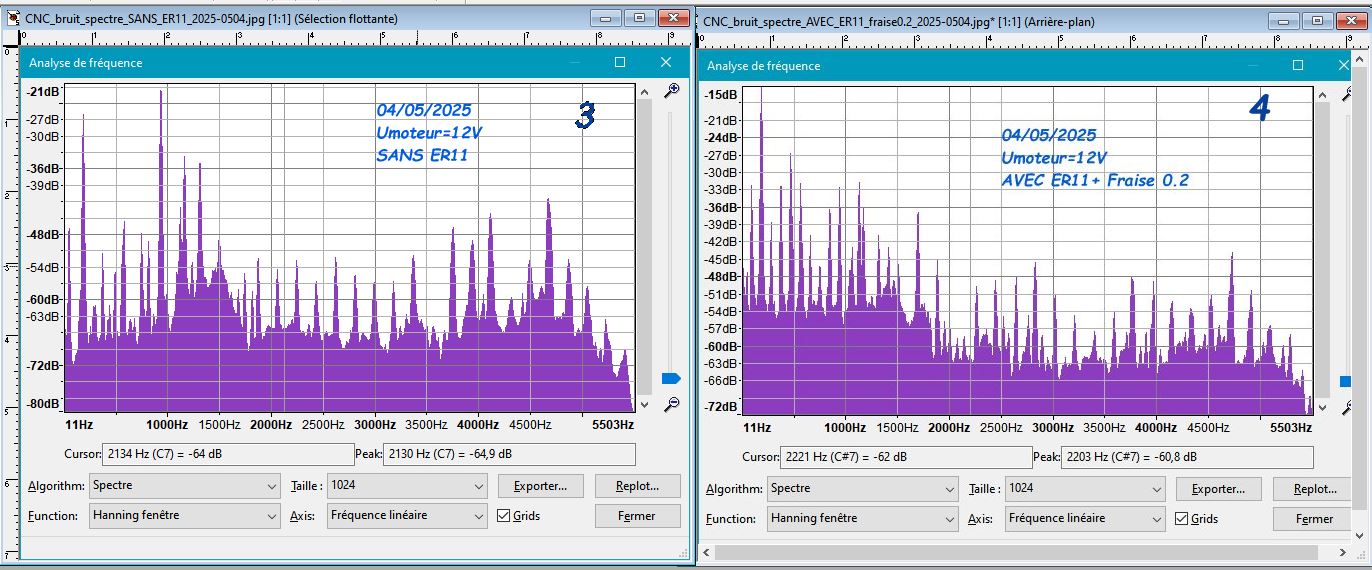
SANS , et AVEC l'embout ER11A+Fraise ...avec WinSpectra

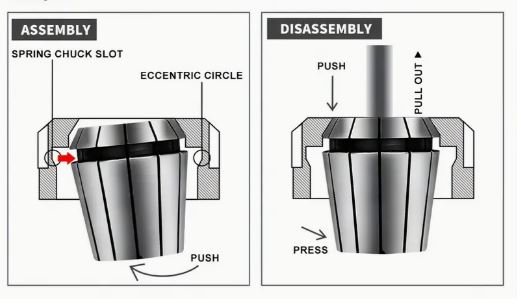
apres Remplacement du ER11A
:
Mesures se rapprochant plus du mode
SANS
influence du ER11A + Fraise ... moindre
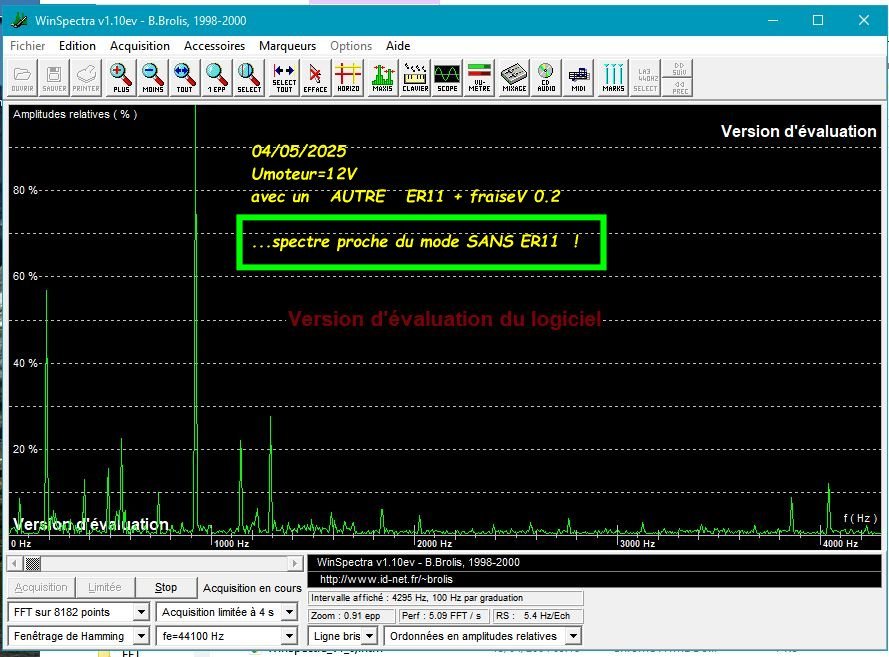
=> probleme sur ex ER11A
....sera à verifier sur la qualité de découpe de la fraise.
nota:
j'avais constaté un leger point dur sur le
vissage de l'ER11
le collet pouvant se mettre en travers ?
Quid du joint en fond de ER11 (non visible )
...Pas de point du sur le nouvel ER11
remarque :
ne mettre la fraise dans le collet qu'au dernier moment
visser d'abord l'ER11 de sorte à ce que le cone du collet
s'engage au maximum à l'interieur du mandrin
ensuite, redesser un peu pour pouvoir mettre la queue de fraise ,
à fond dedans
et bloquer avec cles de 13 et 17
Test Moteur DC Spindle
Moteur à courant continu pour broche CNC ( gravure) ,
equipé d'un mandrin à pince ER11 dia 3.175mm
Mandrin partie du diamètre: 16mm (clip par défaut avec 3.175MM)
Longueur totale du moteur: 125mm (y compris la zone de serrage et
le moteur)
Couple Maximal 150mN.m
Le voile radial de broche est d'environ 0.01-0.03.
marque XINHUANGDUO
Spindle Motor
.
Nota : autre mandrin ER11 pour fraise de 4mm!

Des ailettes de refroidissement sont incluses à( l'interieur)
arriere du moteur.
Connections via cosses à souder (ou faston)
TESTS sur moteur Spindle
* Test à vide
avec une simple pile neuve LR6-AA 1,5V
polarité + coté Point Rouge ... le moteur tourne sens trigo I=0,6Amps
polarité - coté Point Rouge ... le moteur tourne sens Horaire I=0,6Amps
* Avec Battterie 12V 7AH
le moteur (à vide) , consomme 1,16Amps
Intercalé Multimetre FX515 calibre 10A, en serie avec l'induit
et Shunt 150mV 15A pour mesure à l'oscillo Tektronic
Accoup Pointe à 27Amps !..puis stabilise à 1.27Amps
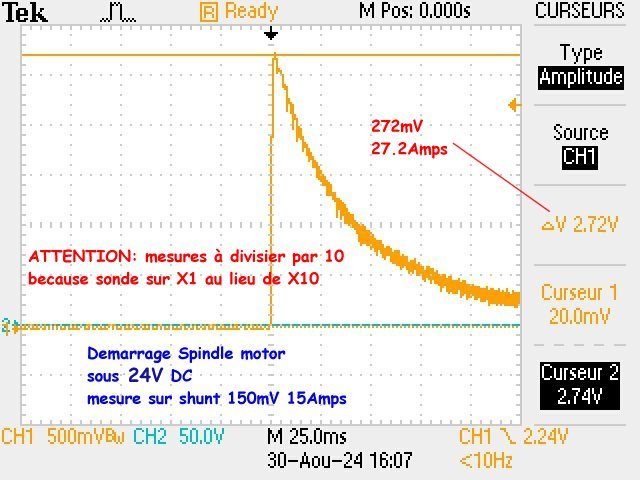
le multimetre confirme les valeurs issus de l'oscilloscope...
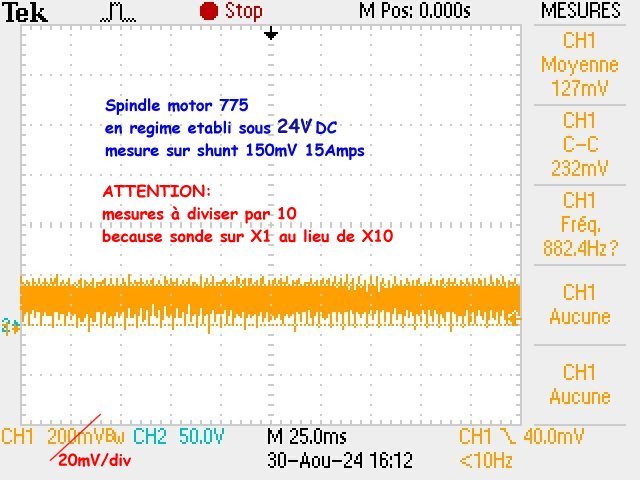
Avec ALim 24V 15A
Demarrage TRES BRUTAL
!.. TROP brutal et génerant un gros pic de courant ..
J'ai donc préféré commander ce moteur via un ....
Variateur de Vitesse DC et
Alim 24V
 |
| variateur pour moteur Spindle |
Test Moteur SPindle avec alim 24V 15A et
variateur
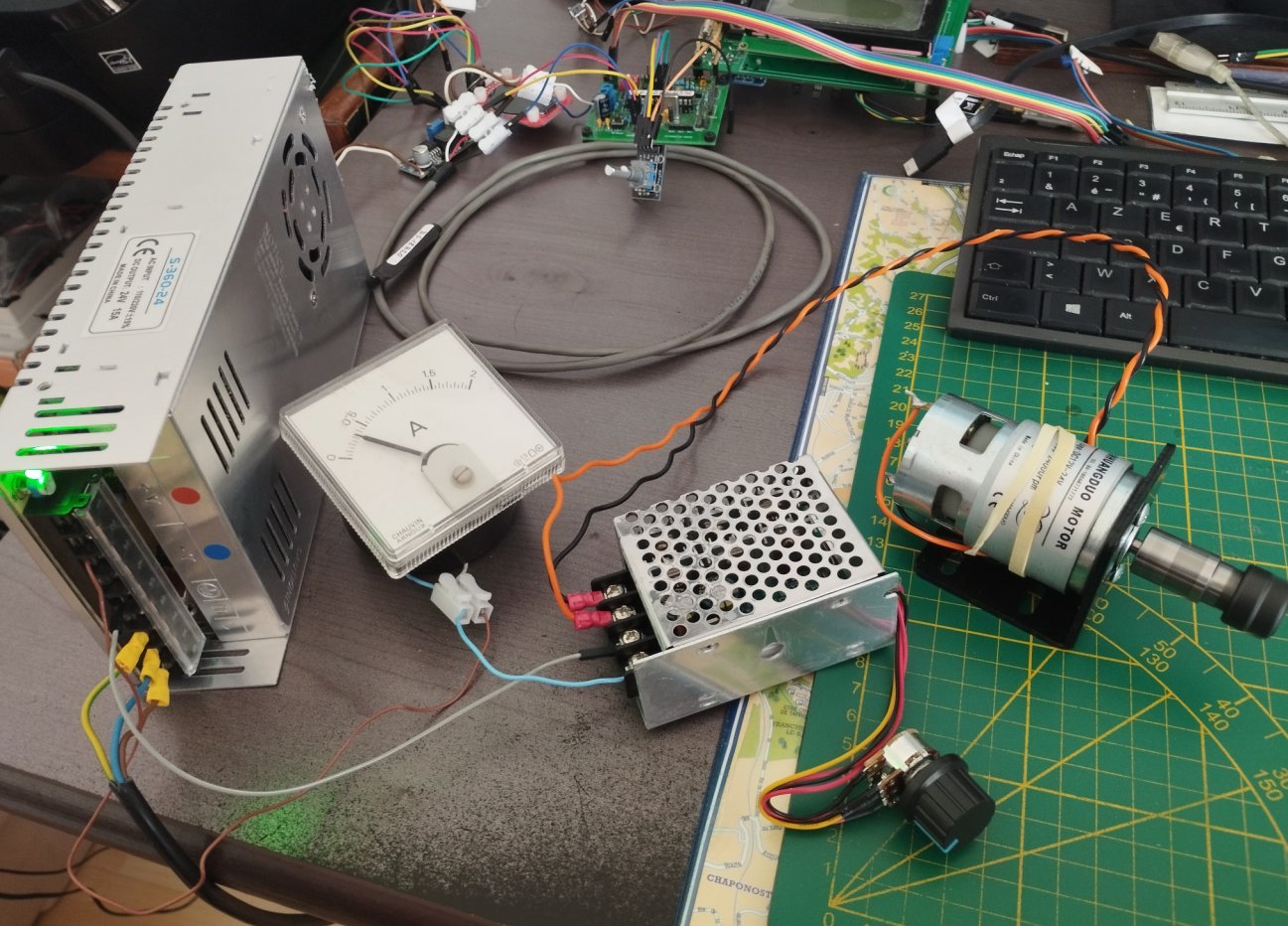
Demarrage en douceur ,suivant une rampe , pour atteindre la
consigne definie par un Potar .
Marche/arret via l'inter du Potar
| Test commande Variateur du
moteur Spindle 24V aux bornes de l'interrupteur potar . L'interrupteur du potar gère une entree 24V ..consommant 7,2mA Tension d' alim du POTAR ( uniquement si inter fermé!): 3,4V DC consigne vitesse : 0 à 3,3V à fond Cde Variateur Spindle via Makerbase GRBL possible ? 1) commande reglage de vitesse Spindle via Makerbase (et Candle): usage de la sortie PWM 0 à 100% MakerBase vers Opto (isolation galvanique entre alim24V et alim 12V GRBL) via un opto alimenté via le 3,3V du variateur ( l'interrupteur variateur restant constamment fermé!) reçoit le signal PWM (makerbase) via l'opto ... PWM en 3,3V , filtré => fil jaune consigne variateur... ou 2) commande TOR du moteur : en mettant la consigne à fond via le potar le signal PWM makerbase 12V avec duty à 100% pour activer un Opto = remplace le contact marche du potar à voir si c'est vraiment UTILE ? |
 |
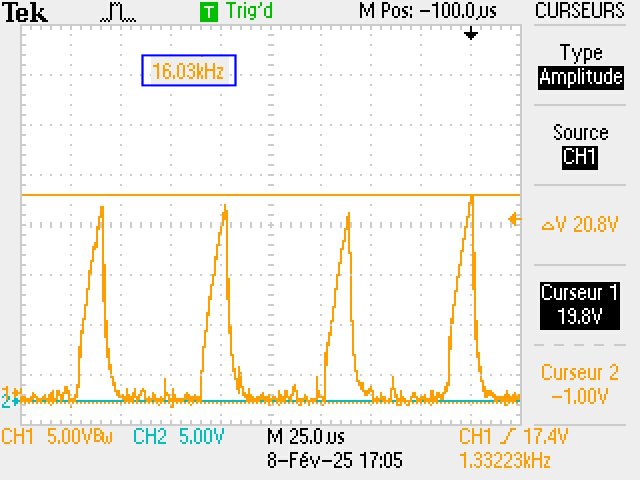
Mesures de Vitesse Moteur Spindle
(02/04/2025)
mesure sur mon spindle motor ( 24V 20000tr nominal ) :
avec potar de consigne vitesse à fond 100% PWM (15Khz) en 24V
je mesure 20800 Tr/mn
:!!: par contre le bruit est impressionnant à cette vitesse ...
et je pense plutot l'utiliser à 50 ou 60% seulement ...
dommage qu'on ne puisse pas récuperer l'info du tachymetre ! (et
il faut tenir appuyé le bouton TEST en permamence pour faire la
lecture)
avec mon mutimetre, en mesure DC sur les pins induit du moteur :
U induit Vitesse mesuree
| U induit (V) | mesure Tr/Mn |
| 0 à 0.35 | dead zone |
| 0.5 | 350 |
| 2.5 | 2085 |
| 5.05 | 4300 |
| 7.50 | 6500 |
| 10.0 | 9000 |
| 12.0 | 10770 |
| 15.0 | 13700 |
| 24 | 20800 |
Ceci ,moteur à vide ...
relation environ 900Tr Mn / Volt
zone morte de 0,0 à 0,3V
TEST moteur Spindle via Aplication PIC27Q10
et capteur INA219
Montage Hardware :
| sortie variateur PWM -> Amperemetre DC à cadre
mobile 0 à 2Amp inseré en serie .. puis le capteur + INA , - INA ..... sur le + du Moteur spindle ....Le - du module direct sur moteur ....Le - de l'alim 24V relié via 150 ohms au 0V du PIC27Q10 Nota : montage PIC alimenté via le +5V du module CH340HG TTL/USB.. UART pour le suivi des mesures 'YAT terminal) Affichage U et I sur mini OLED SD1306 I2C 4 lignes nota : montage de test sur breadboard sans aucune precaution particuliere .. ....pas de blindage et beaucoup de fils dupont.. * sur l'amperemetre à aiguille , les graduations sont espacées de 0,05A (gamme 0 à 2A |
 |
----------------------------
L' application Software :
Directory :C:\MPLABX_Projects
Projet : _18F27Q10_UART_OLED_INA219_2024.X
Version : 2024-0704
Compilation : Jul 28 2024 at 12:21:36 UTC ,avec version XC8 :
2360
Hardware : PIC18F27Q10 PDIP28 sur breadboard
Fosc interne =64Mhz
UART1 RC7=RX RC6=TX 115200bds
RA1 Analog input 10 bits
PWM3 10 bits sur Pin RC0
OLED LCD SSD1306 et INA219 sur bus I2C
I2C1: RC3=SCL RC4=SDA , Analog sur (RA1) EA1
I2C1_Initialize
Test_presence_Device_sur_I2C1( )
.
@0x3C OLED SSD1306
@0xBC .?.
.Scan bus I2C1 => 2 devices
Choix du type LCD OLED via etat Pin RB1 =0
mini-OLED SSD1306 20 x 10mm
Init OLED SSD1306
Calibration IN219 Sensor
Calibr. : 800mA et VBUS 16V
Change FOSC TMR4 -> LFINTOSC 31Khz
Test Timer4 2sec
Elapsed time (FOSC/4 PR4=250 Maxticks=62 -> 2 secondes
Init TMR2
Init PWM3 value=EA1 analog input
(16:26:37.416) j= 0 EA1= 1, INA219 mVBus: 2 soit 0.01 Volts,
mvShunt: 5 soit 0.000 Amps
(16:26:40.697) j= 1 EA1= 0, INA219 mVBus: 3 soit 0.01 Volts,
mvShunt: 7 soit 0.001 Amps
* PWM et entree ANA du PIC non utilisés ici
* datas ci dessus pour moteur à l'arret
* j = indice de progression fichier log
Résumé du 1er TEST : comparaison Amperemètre et INA
219
j= 200 Amp=1.5A mVBus: 2211 soit 8.84 Volts, mvShunt: 14065 soit
1.406 Amps
j= 228 Amp=1,7A mVBus: 4127 soit 16.51 Volts, mvShunt: 18584 soit
1.858 Amps
j= 260 Amp=1,85A mVBus: 5158 soit 20.63 Volts, mvShunt: 19953
soit 1.995 Amps
j= 270 Amp=2,0A mVBus: 5525 soit 22.10 Volts, mvShunt: 19987 soit
1.999 Amps
Arret moteur:
j= 290 EA1= 6, INA219 mVBus: 1 soit 0.00 Volts, mvShunt: 5 soit 0.000
Amps
j=325 Moteur à faible vitesse 4.45V 0.903 Amps
j=368 freinage leger à la main de l'axe moteur
Amp=1.0 A
3.83V 0.919Amps
au vu de ce comparatif les mesures INA semblent utilisables ..meme
avec un PWM à 16KHz !
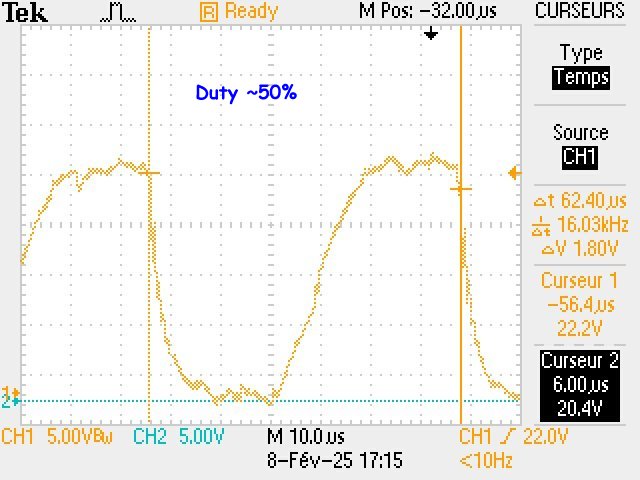
2me Test Mesures à l'oscillo (sonde 1/10)
du signal PWM : tension delivrée au moteur
| 1ere capture faible vitesse |
 |
|
| 2em capture j=794 Amp=1,1A 8.54V 1.050 Amps FPWm 16Khz Ton ~=36.4µS |
 |
|
| 3em capture j= 720 Amperemetre: 1.4A 5.84 Volts 1.218 Amps |
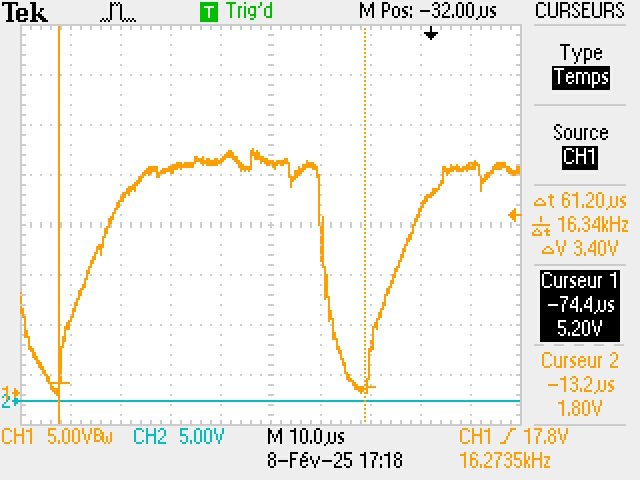 |
|
j=840 Duty=81% Amperemetre: 1.65A 19.96V 1.412Amps TOn ~=52.4,2µS |
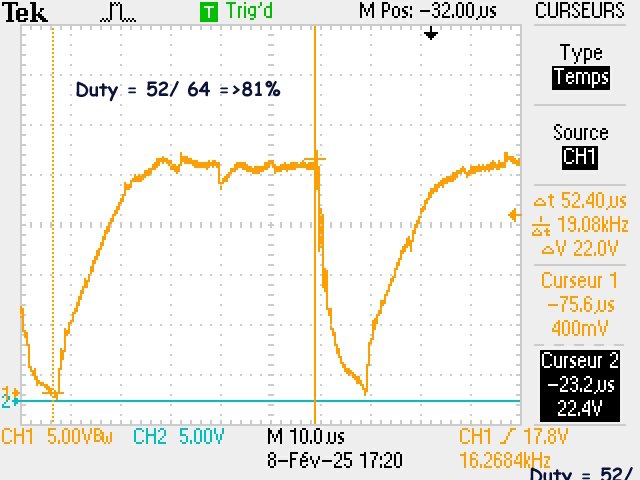 |
ma conclusion : test limité à Imax=2A because : gamme de mon
ampèremetre
et aussi moteur sans charge mécanique (essai à vide => seule
les pertes mecaniques du moteur!)
Les mesures INA paraissent assez pertinentes ..meme avec peu de
precision .. mais qui est le plus precis ? amperemetre ou INA ..avec
PWM 16Khz
et un facteur de forme assez moche ...
à suivre ... en mode gravage PCB et avec un amperemetre de 5Amps
Test de la sortie PWM Makerbase pour
moteur / Laser !
cette sortie ne convient pas pour le moteur Spindle de 180W !
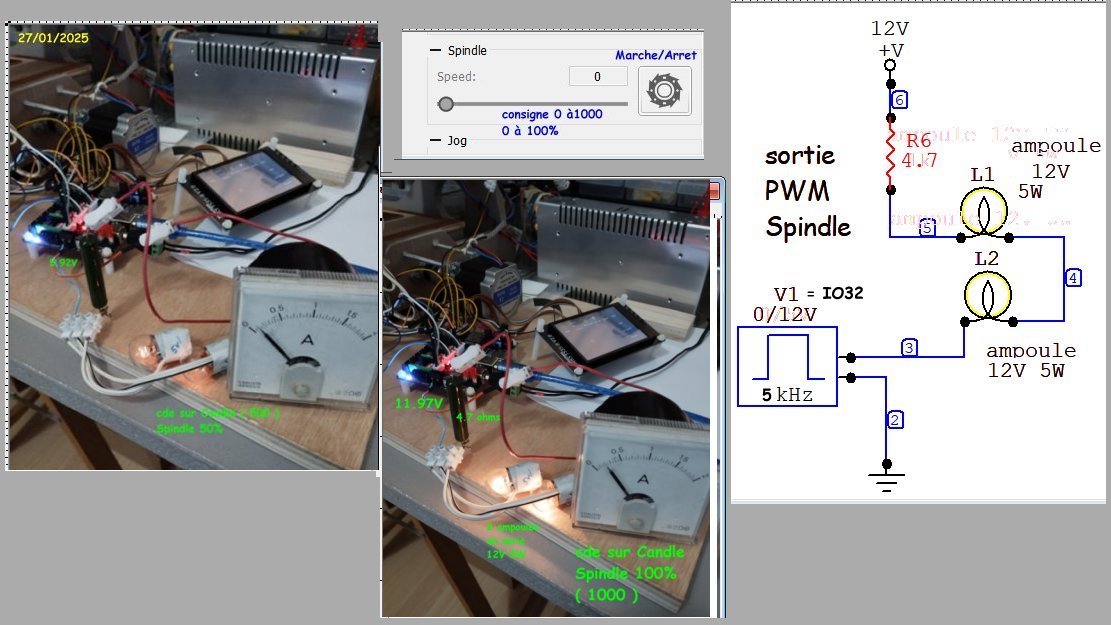
Mon alim.12V de la carte Makerbase GRBL ne peut fournir que 1,5Amps,
je ne peux donc pas connecter mon
moteur spindle de 180W ... d'autant plus que la sortie Spindle
Makerbase est limitée à 60W
.. carte prévue plutot pour du LASER !
J'ai donc mis une charge resistive 4,7 ohms + ampoule 12V 5W +
Ampoule 12V 5W et mon amperemetre DC 0 à 2Amps
L'ecran TS35 ne gere pas le Spindle ! =>
usage de Candle
Commande ON/OFF ... et reglage de la valeur de sortie par
glissiere .. 0 à 1000 , correspond à 0 ..100%
ATTENTION : le
reglage consigne va jusqu'à 10 000 ... mais la course utile n'est
que de 0 ..à..1000 ..avec cette carte Makerbase GRBL
On voit bien la progression d'allumage des ampoules avec la
consigne PWM .. pour moi ..le TEST est OK
Mesures du 04/03/2025
Test avec Cdes GRBL directes depuis le terminal
YAT ( en laision USB avec Makerbase ESP32)
parametres
$30 = 10000.000 (Maximum spindle speed, RPM)
$31 = 100.000 (Minimum spindle speed, RPM)
sortie Spindle Makerbase PWM 5KHzSignal
ATTENTION : en cas
de perte de la liaison serie , le moteur spindle ne s'arrete pas
cde moteur Spindle :
Cde moteur ON
M03
ok
moteur OFF
M5
ok
M4
[MSG:M4 requires laser mode or a reversable spindle]
error:20
ok
le parametre $31 est sensé etre une vitesse mini ...
mes tests montrent que ce
parametrage $31 est INEFFICACE
ou doit avoir une autre utilité ?... en relation avec version
LASER ou pour la vitesse dans l'autre sens ?
La Consigne de vitesse S :
S1000
reglage à 100% PWM , la vitesse depend donc uniquement des
caracteristique
du moteur et de sa tension d'alimentation
ce n'est pas une valeur en RPM
la consigne vitesse (%PWM) peut etre definie avant ou apres le
top marche motor
ou sur la meme ligne :
(11:18:01.522) M03 S1000
(11:18:01.913) ok
(11:18:01.913) ok
Nota: la valeur de vitesse est memorisée !
la consigne maxi est definie dans $30
(11:04:39.018) $30=1000
(11:04:39.105) [MSG:Spindle turned off with setting change]
(11:04:39.105) [MSG:PWM spindle Output:GPIO(32), Enbl:None, Dir:None,
Freq:5000Hz, Res:13bits]
(11:04:39.105) ok
la consigne Sxxx est limitée par le parametre $30
si
$30=500
donc meme avec une commande S1000 , la vitesse sera à 50% et non
100%
avec $30=1000
S100 PWM =10%
S500 PWM =50%
S1000 PWM =100%
de meme une valeur S > 1000 ne servira à rien ..car plafonne
à 100% PMW
nota: UGS donne 5Khz pour le PWM motor , ce qui est vérifié
il peche l'info ou donc ? dans le firmware carte GRBL
Verification :
mesure réelle avec oscillo sur 1 des 2 ampoules connectées en
serie sur la sortie Spindle
qui se fait entre +12V et IO32
je mesure par rapport au 0V ( point froid relié à l'ocillo ..
et point chaud entre les 2 ampoules..=>
NE PAS RELIER LE POINT FROID
OSCILLO au +12V ... RISQUE de court circuite AVEC
Grnd USB vers PC et GNd Oscillo
amplitude signal PWM = 6V (la moitié ? => normal !)
Frequence mesuree 5Khz T=200µS ..=> info
UGS OK
M3 = marche spindle
S500 = consigne pour duty 50%
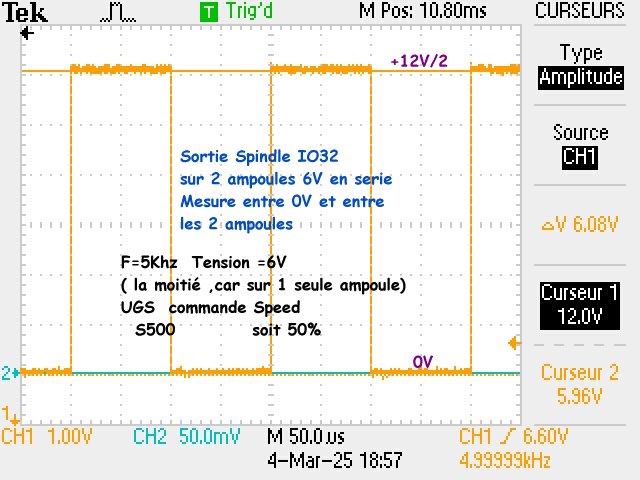
nota : signal à l'envers du fait que la sortie spindle se fait
depuis le +12V
consigne UGS : S990 => consigne 99%
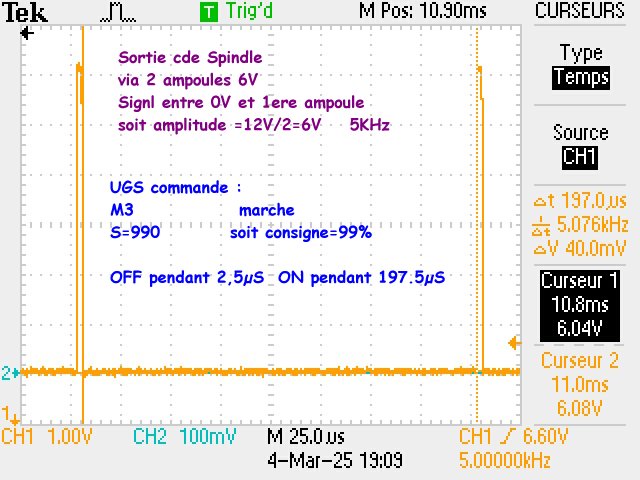
OFF pendant 2.5µS ON pendant 200-2.5=197.5µS
nota : signal à l'envers du fait que la sortie spindle se fait
depuis le +12V.
nota 1 : je pilote mon moteur Spindle en 24V PWM 16KHz
avec mon module externe à la carte Makerbase.
nota 2 : en cas de perte de liaison
serie , le moteur spindle ne s'arrete pas !
Test Stepper
Online moteur NEMA23 2804
avec un PIC18F27K42 et MPLAB XC8
Prototype :
Schema
Hardware
Alimentation Puissance Moteur (sur driver) :
batterie 12V 7Ah
Alimentation 5V pour PIC et Driver
séparée via bloc secteur 9V DC + convertisseur DC/DC -> 5V
ou, possible aussi, à partir de la batterie 12V ( +
convertisseur DC/DC -> 5V)
Moteur : NEMA 23
 |
|
 |
moteur NEMA 23 |
Bornier driver TB6650 |
detail moteur Nema 23 |
Nema_23HS22-2804S.pdf
axe 6,35mm
un enroulement entre
fil Rouge B+ et fil
Bleu B-(~2 ohms) L
=~20cm
un enroulement entre
fil Noir A+ et fil Vert
A- (~2 ohms) L =~20cm
driver TB6650
Banc de Test Moteur NEMA 23
( à vide)
avec Base PIC 18F27K42
version 1 :
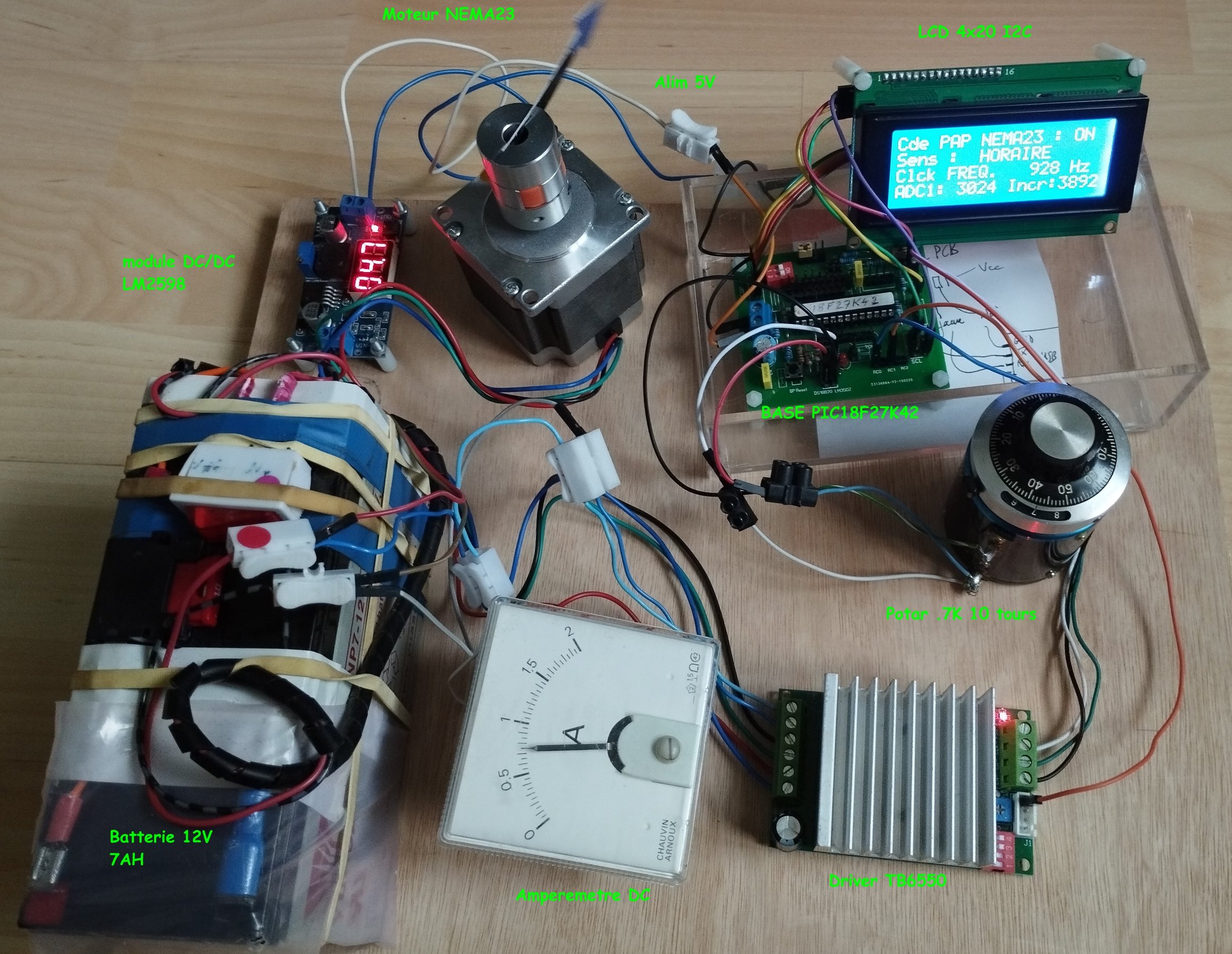
LCD 4x20 en I2C
Amperemetre DC à cadre mobile , gamme 0 à 2A
Potar 10T 4,7K
Pickit4
Liaison au PC , via cordon ProlificTTL/USB
sortie RC5 -> signal NCO --> CLCK driver
Video : Test
NEMA23 ,avec alim 12V , cde Keyboard puis via Potar
Le Programme
Usage d'un terminal PC ( YAT) Clavier pour passer les commandes
ou via un Potentiometre ,pour commander le sens de rotation (CCW)
ET la frequence d'avance CLK
Un afficheur LCD 420 pour l'etat des commandes et valeur de
Freqence
L'ecran Terminal raportant aussi tous les changements dans un
Fichier *.log
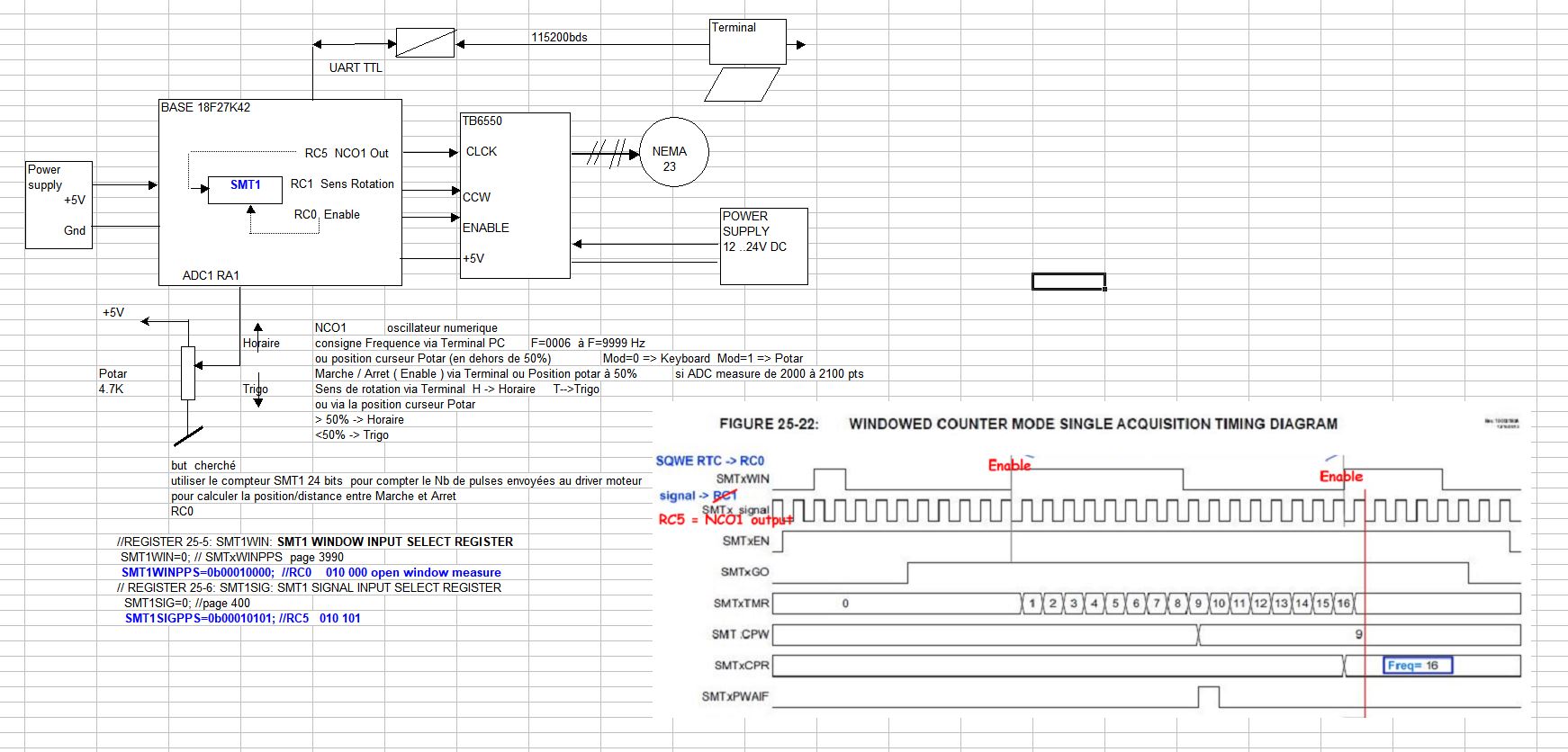
Usage du NCO oscillateur numerique hardware pour generer les
pulses de commande.
Usage du compteur 24 bits SMT1 pour mesurer la durée de pulse.
Mesure ADC12 bits pour consigne de Frequence => 200 +ADC value
=> 200 à 4295Hz
Software :
MPLABX XC8 V2.36
Pack du projet : _18F27K42_Test_ADC_NCO_2024-0914.X.zip
Source principal : main_18F27K42_Test_ADC_NCO_2024-0914.X.c
sources annexes : Dialogue_NEMA_2024.inc
Resultat compilé : _18F27K42_Test_ADC_NCO-2024-0914.X.hex
version 2 ,
avec mesure de vitesse de rotation .
Rajout d'un capteur de tour moteur : fourche optique
 |
 |
| banc d'essai moteur NEMA 23 | detail capteur Tour de moteur |
video : Test_capteur_Opto_NEMA23_2024-0919.webm
Fourche optique ON1105.. de récuperation.
Vieille Carte secu ...à decouper pour réaliser l'index de
passage entre la fourche ,
celle ci est fixée par le serrage de l'accouplement.
Le bout de l'index est déformé à 90° pour pouvoir passer dans
la fente de l'opto..
Largeur de la palette 8mm .. positionnée sur un rayon de 40mm
par rapport à l'axe moteur
La fourche optique ets tenue par vis ecrou dans un trou de
fixation du moteur NEMA
Attention rondelle isolante sous la fourche .. sinon Court
Circuit avec la masse metalique du moteur
une mini breadboard permet le raccordement à la base 18F27K42
Rajour alim +5V et 0V , rajout de R led photocoupleur =100 ohms
et R pull-up de 2,7K sur collecteur transitor photocoupleur.
Sortie collecteur -> entre directement dans pin RB0 du PIC
Oscilloscope sur signal RB0.
Test CNC comptage tour , avec fouche photocoupleur et index sur
accouplement :
100nF + 100µF sur la partie 5V montage Photocoupleur
dans le traitement interrupt RB0
... pas de traitement ou verification etat RB0 ..
si on est entré dans l'interrupt, c'est qu'on a eu un front
montant !
(car le rajout d'un test sur la duree front haut s'est averé
moins fiable !)
Nota : on aurait pu "chiader" l'interface Opto en
rajoutant un filtre RC + Trigger de smitt sur la sortie opto ...
...de plus le montage est "en l'air "... malgré cela ,
la detection du tour est pourtant fiable ..
Software:
j'ai rajouté des options ,via le dialogue avec terminal YAT
* commande ON/OFF
* choix sens de rotation : H=Horaire T=Trigo
* choix de la consigne Frequence via le potar 10 tours (Mode=1)
ou directement via le clavier terminal (Mode=0), commande F=xxxx
avec xxxx de 0100 à 9999
suivant le Mode chosi , par commande Mod=1 ou Mod=0
* sur test valeur de "bavard" pour affichage
intermédiaire sur YAT
que si si Bavard=2 , donc avec Bavard=0 , je n'affiche que
le caracatere # suivi de CR LF , envoyé par l' Interrupt RB0 (detection
d'un tour !)
ce qui donne directement ,
avec l'option YAT Terminal
......View ....Show Time Delta
l'ecart de temps entre chaque interrupt ...donc la durée
d'un tour moteur .
Avec Freq=800 Hz et dipswitch rouge sur 1 =ON,
et 2,3,4=OFF
(1.000) #
(0.999) #
(0.999) #
(0.997) #
(0.999) #
(0.996) #
(0.996) #
(1.000) #
(0.999) #
(0.999) #
soit 1 tour / sec
Avec Freq=1000Hz
et YAT option View Show time delta
Recu :BAV=00 ...... envoi du #, synchrone avec
Interruption RB0
(0.689) #
(0.130) #
(0.795) #
(0.797) #
(0.797) #
(0.796) #
(0.797) #
Recu :BAV=04 .............. on est synchrone avec
l'interruption RB0
# .....................................comptage
nb de tour OK
Cnt = 17 , 1Tr en 8543 mS
Cnt = 18 , 1Tr en 360 mS
Cnt = 19 , 1Tr en 795 mS
Cnt = 20 , 1Tr en 795 mS
Recu :BAV=02 ......... Asynchrone,car fonction de
la duree de boucle programme
...................................
explique les ratée d'edition du nb de tour
Freq=1000.2 ,Count = 94 , 1Tr en 795 mS soit 1.00 Tr/sec
Freq=1000.2 ,Count = 95 , 1Tr en 795 mS soit 1.00 Tr/sec
Freq=1000.2 ,Count = 97 , 1Tr en 799 mS soit 1.00 Tr/sec
Freq=1000.2 ,Count = 98 , 1Tr en 799 mS soit 1.00 Tr/sec
#
Affichage sur LCD :
 |
| * Etat cde ON/OFF * duree d'un tour moteur en mS * sens de rotration Horaire ou Trigo * affichage du mode (1=via potar 0=via Keyboard YAT) * Frequence des pulses , * Nombre de tours moteur (depuis le demarrage ou cde RAZ) * distance parcourue sachant qu'un tour correspond à 2mm *cde clavier RAZ ..le nombre de tours |
Variante avec commande distante BlueTooth
Rajout d'un HC05 A203R sur la connection UART de
la Base 18F27K42
( remplace la liaison cable prolific USB vers Terminal YAT)
Sur Le PC : Usage de BlueSoleil et d'une cle
USB/Bluetooth Konic
Apres appairage BT ( code 1234) et association COM 4 virtuel, on
retouve le dialogue
sur le terminal YAT .. comme avec le cable Prolific ! mais
vitesse Max 115200bds ( 460800bds en direct)
On peut donc suivant le mode choisi :
Cde Mod=1 ....le potar 10 tours determine la Frequence envoyée
au Driver par le PIC18F ( mode par defaut)
Cde Mod=0 ...Envoi de la valeur par clavier terminal
Cde F=xxxxx (en Hz)
cde A => Arret
Cde M => Marche
Cde H => sens Horaire
Cde T => sens Trigo
Le LCD est toujours en ligne ...
... à suivre ..avec appli Android
Projet MPLAB XC8 :
Pack : _18F27K42_Test_NEMA23_2024-1013.X.zip
source :main_18F27K42_Test_NEMA23_2024-1015.X.c
Chargeur : _18F27K42_Test_NEMA23_2024-1013.X.hex
Test NEMA23
Stepper motor HLTNC
57HS56-2804A635-D21-02
avec driver TB6600
Hardware :
 |
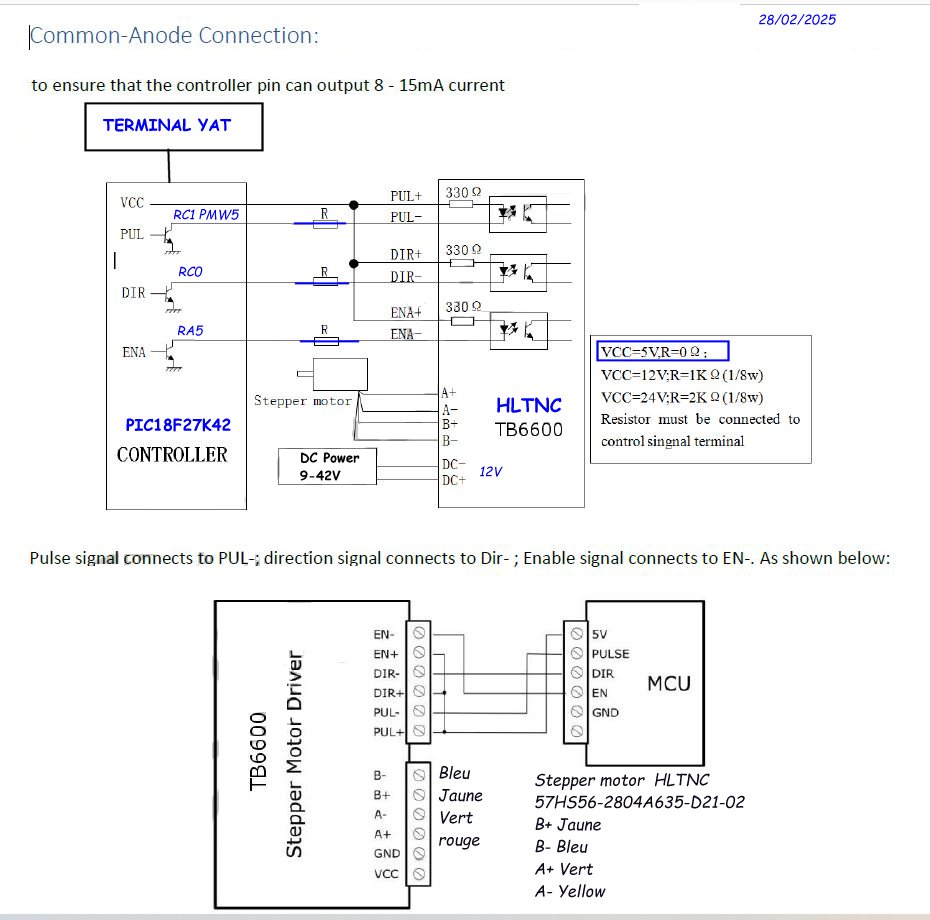 |
| les éléments pour ce test | raccordement TB6600 (avec un PIC) |
rajouter ... alim 5V et alim 12V
R enroulement ~2 ohms
A+ Rouge
A- Vert
B+ Jaune
B- Bleu
Etat DIP Swiches:
SW1=ON SW2=OFF SW3=OFF 8 microstep
SW4=ON SW5=ON SW=OFF 1A to 1.7A
Test simple(sans PIC ni programme) ..100% Hardware, .avec un
générateur à quartz
délivrant un signal TTL max 4,5V
sur l'entrée PULS du driver TB6600
Les 3 polarité +5V reliées ensemble -> à une alim 5V
Le 0V de cette alim 5V est reliée au 0V du generateur de signal.
Une alim externe de 12V est connectée aux bornes du TB6600
(sans lien avec le 0V alim 5V ou 0V generateur
Commande Pulse : de 9,7Hz ...à 2500Hz
cde direct sortie -> pulses driver
Enable=0 => Arret
Enable=1 => autorise Marche (EN=1 ou Non Connecté)
Direction=1 sens Trigo (DIR=1 ou Non Connecté)
Direction=0 => Sens Horaire
lien
sur le produit Moteur Nema + TB6600 -> 32.20€ port
compris
Moins cher que Stepper Online Motor (97.43€ pour 3 motors ..
sans les drivers TB6600!)
par contre delai de livraison : 27 jours !
Test OK ...
à suivre ..utilisation future hors CNC
**********************************************
Test petit moteur PAP Shimano EM-465
**********************************************
TB6550
bornier vert cde
borne +5 +5V
CLCK blanc
CW vert
EN noir
nappe : ordre des fils de sortie moteur
1 fil avec liseret bleu A+
2 fil ..................B+
3 fil ................. A-
4 fil ................ B-
petit moteur PAP
repere noté au crayon sur chassis moteur Shimano EM-465
1 * Bleu A+
3 Blanc A-
2 gris B+
4 marron B-
I= 0,8A sur amperemetre DC
avec batterie 12V 7AH
dip rouge 1000
F=0100 à F=5000 dans les 2 sens
1er Test d'un Moteur PAP NEMA 23
Tres simple et dispo sur le web !
avec un Arduino Mini Pro
Details
sur ce lien
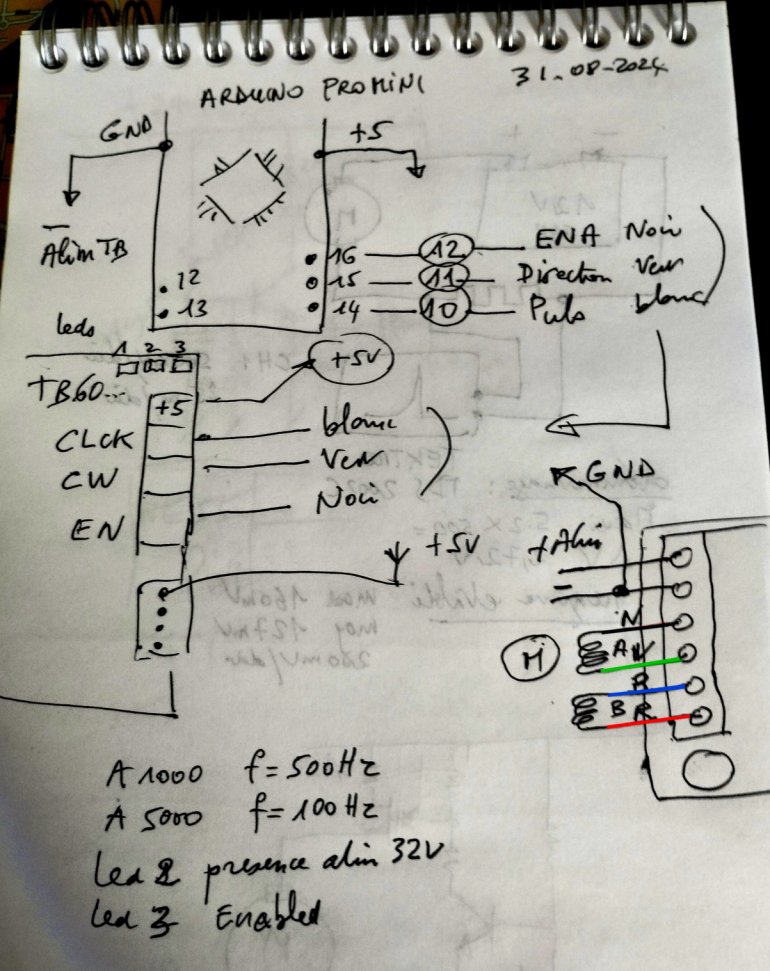 |
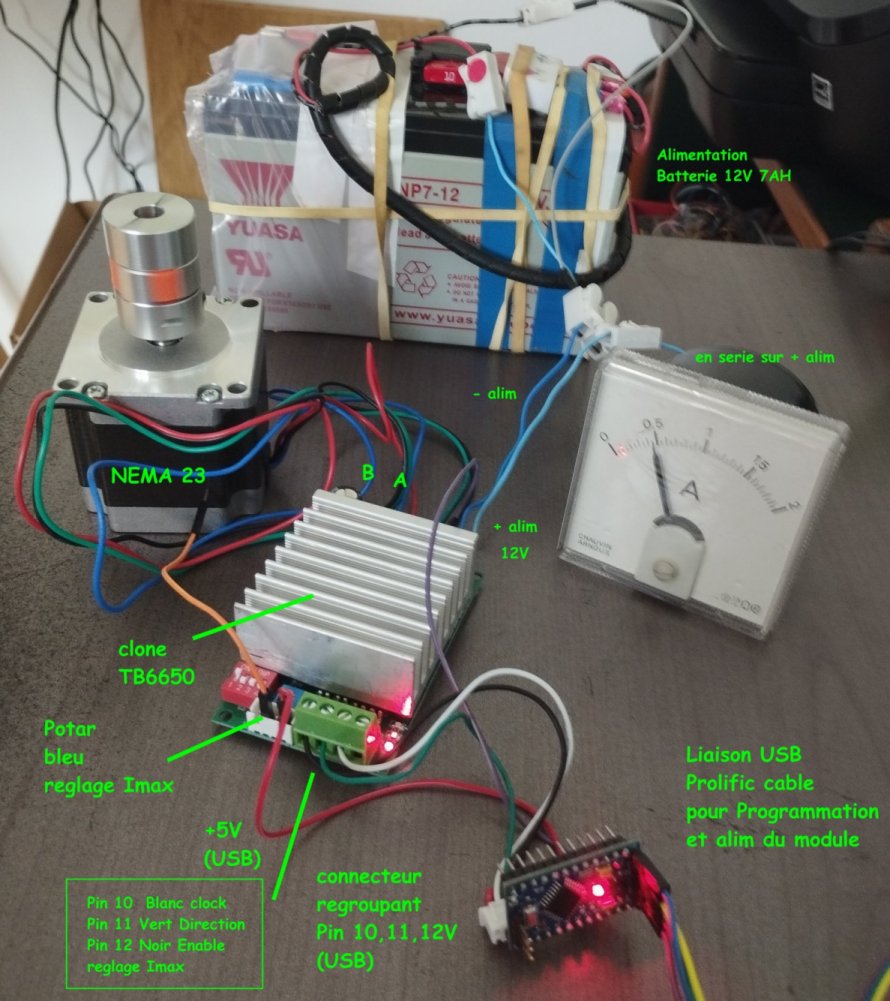 |
| schema | protoype |
Bilan Financier : (provisoire)
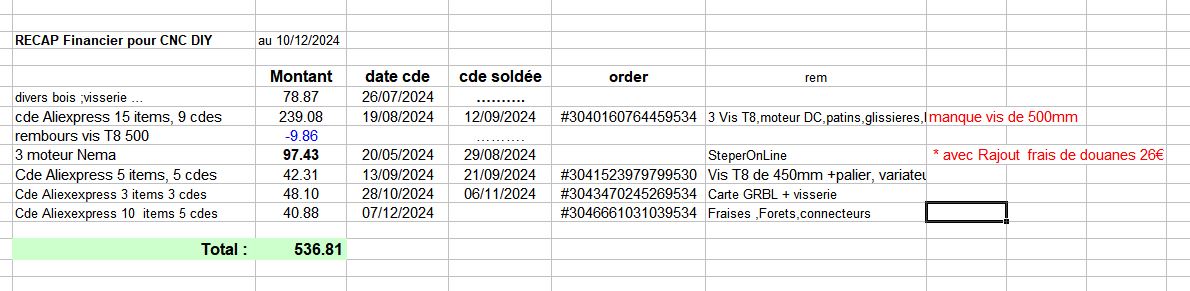
La faire soit-meme revient bien plus cher que d'en acheter une
toute faite !...
et là, on n'a pas compté le Nombre d'heures !
mais ce n'est pas le but d'un DIY
.. c'est le fait de bien connaitre sa machine et la satisfaction
finale qui comptent . ( j'esperes que ce sera le cas!)
à suivre ..conclusion finale
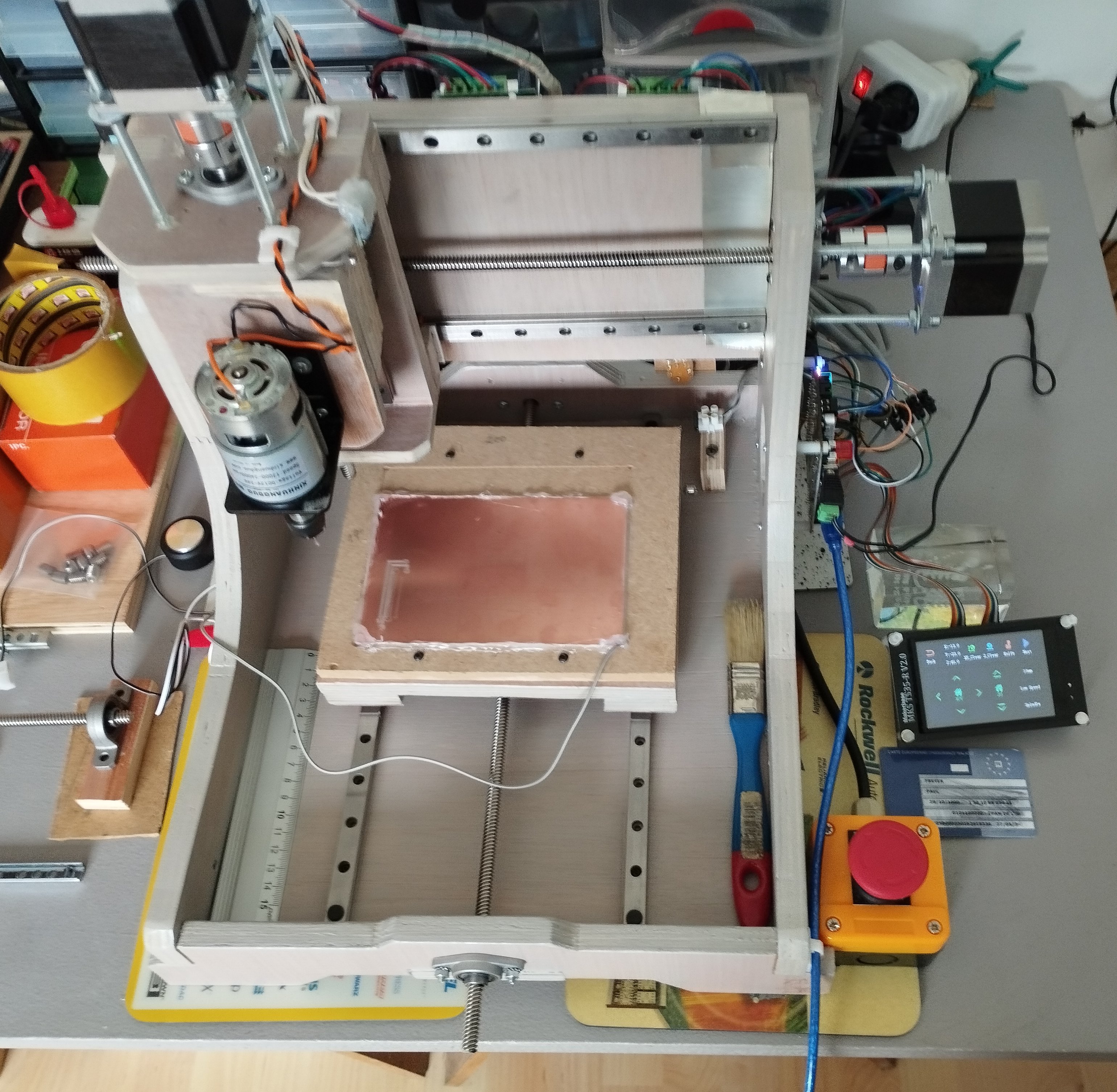
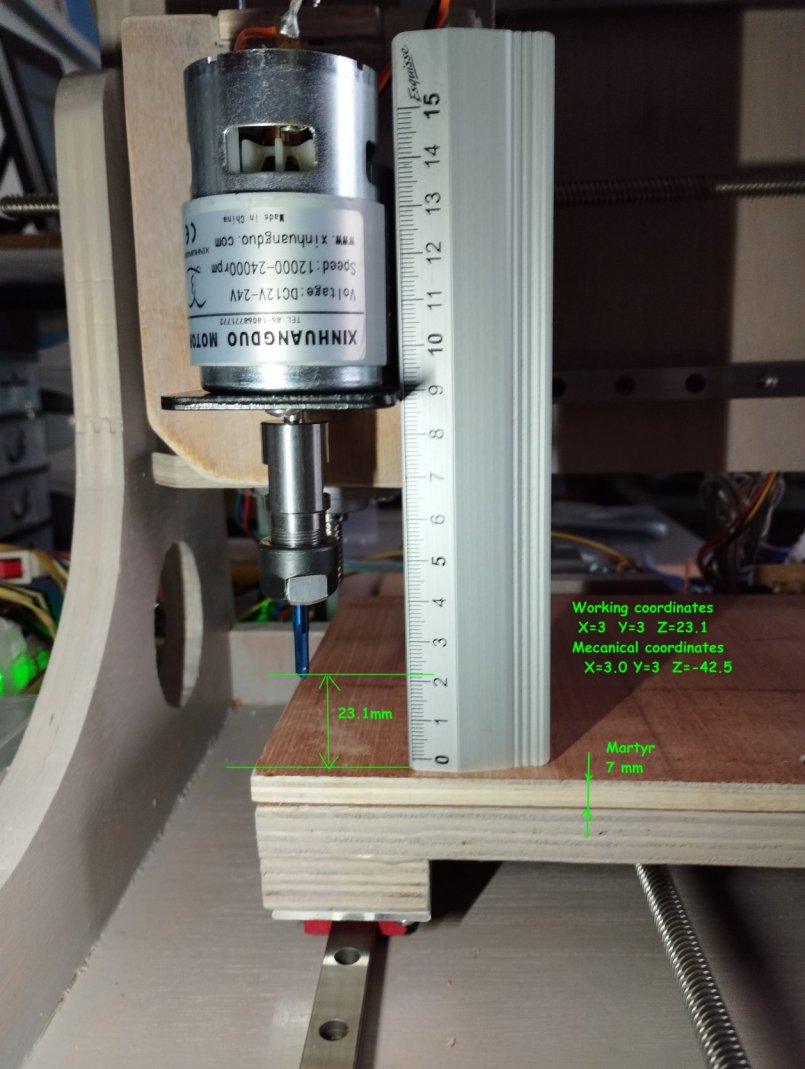
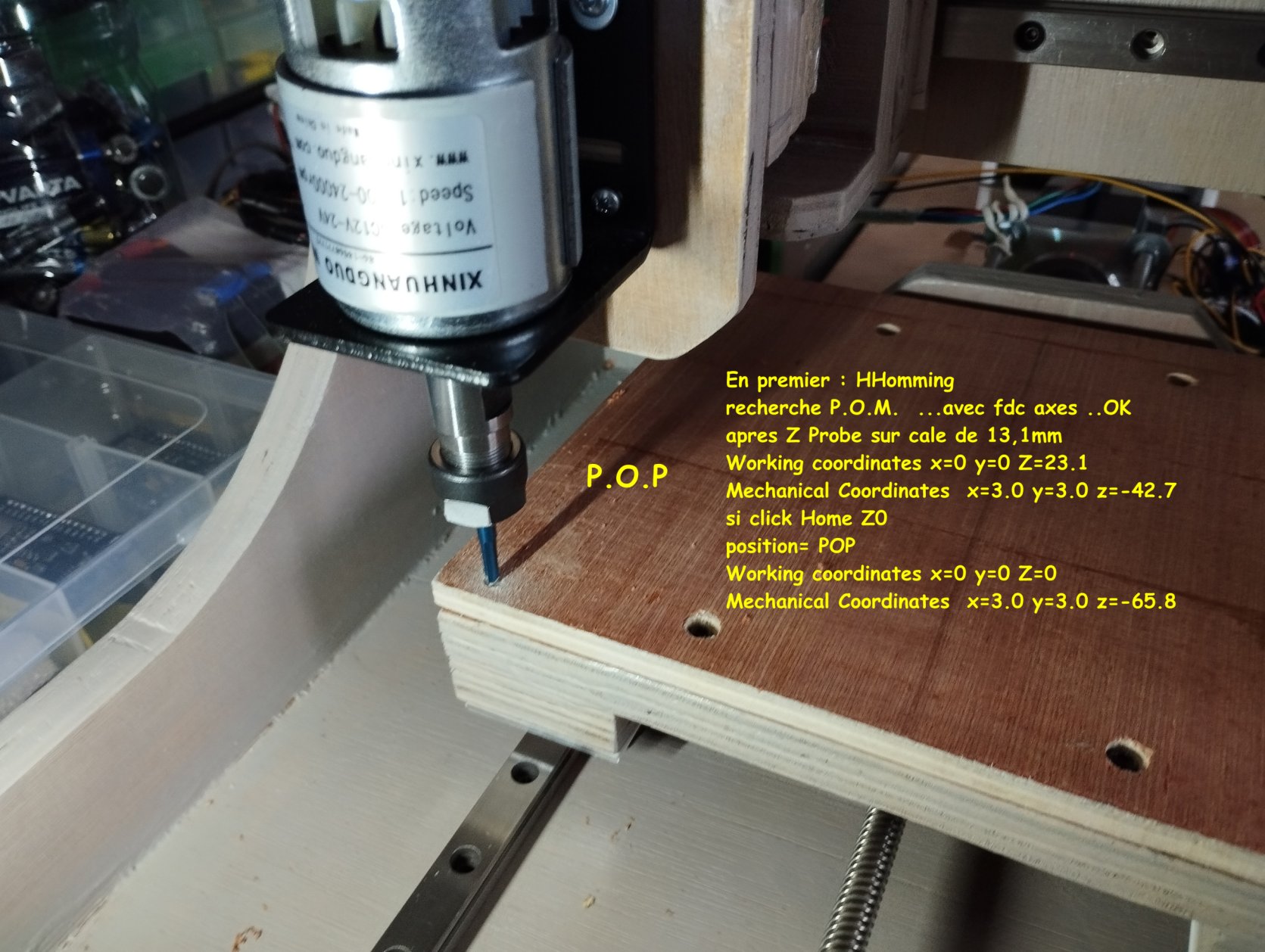

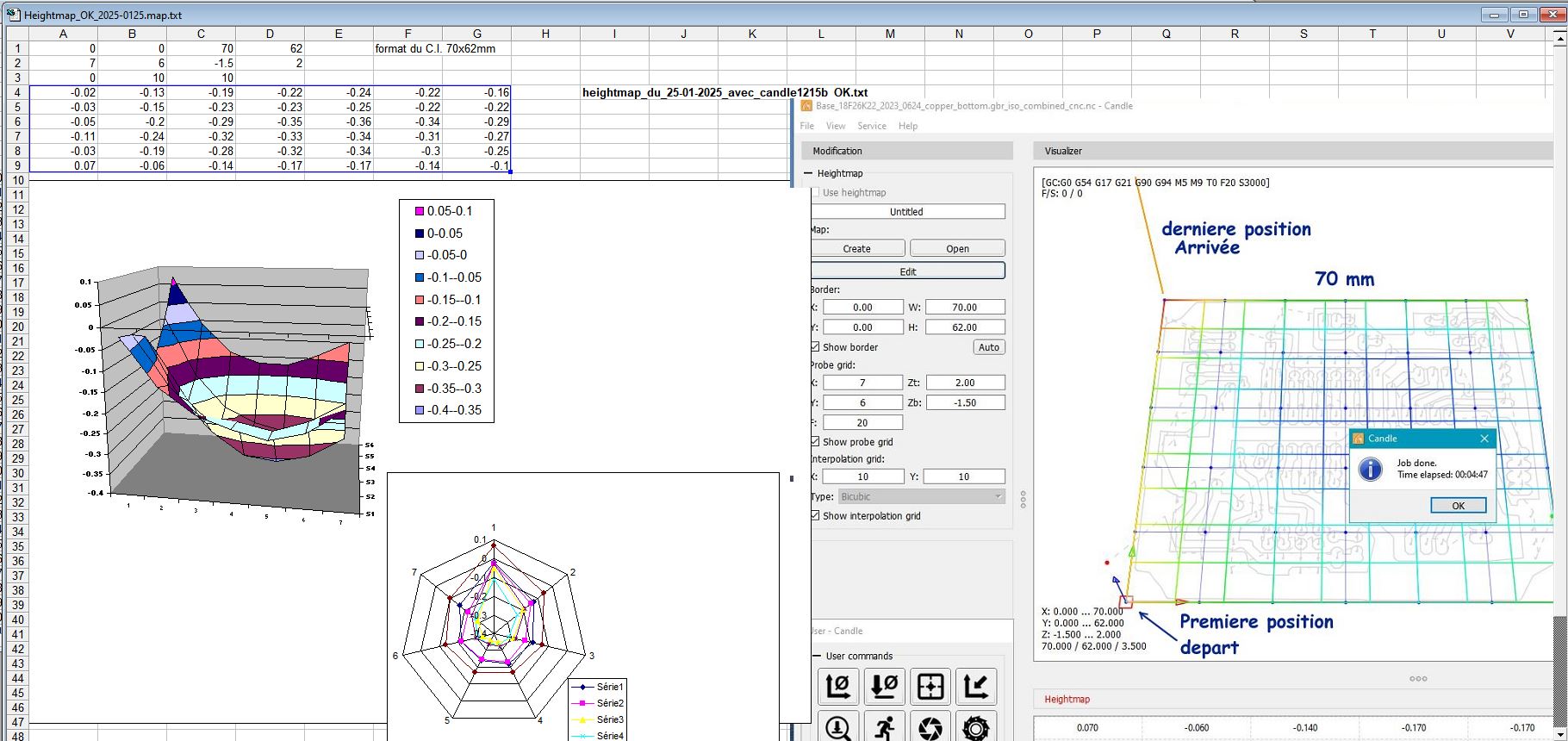

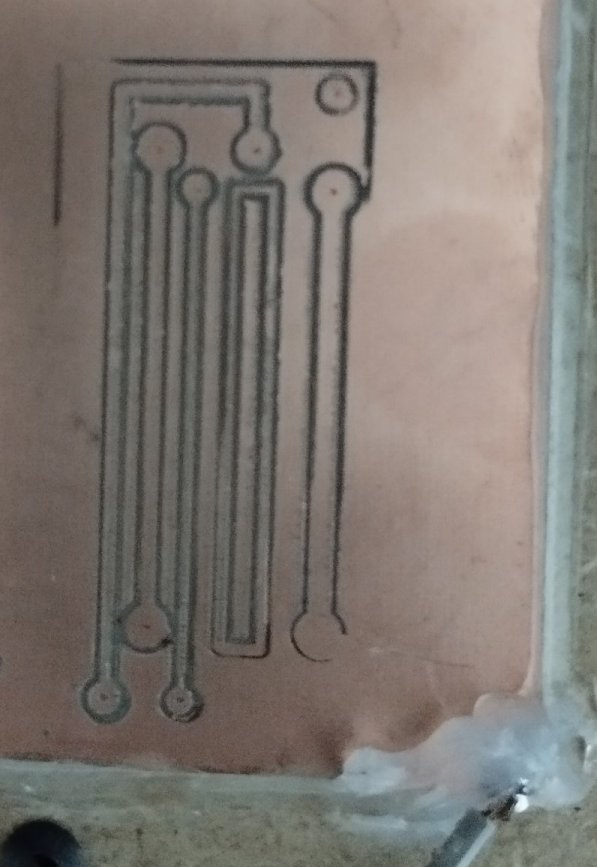{kind=link}
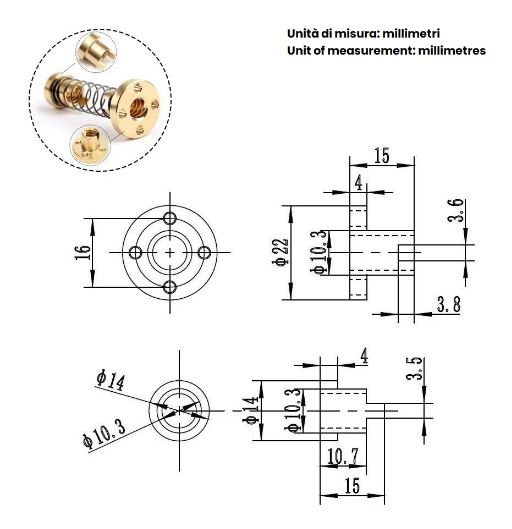{kind=link}
{kind=link}
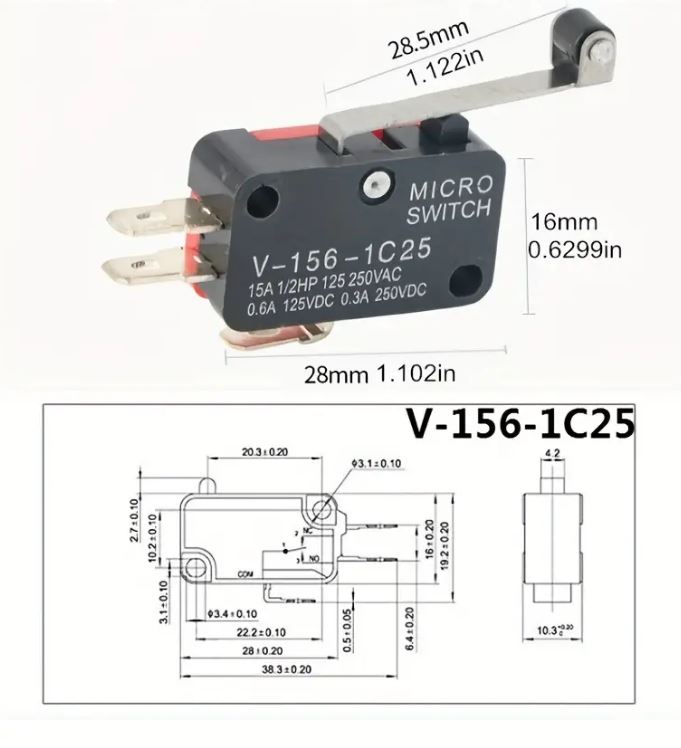{kind=link}